
国際特許分類[B29C51/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 構成部品,細部または付属装置;補助操作 (561)
国際特許分類[B29C51/26]の下位に属する分類
膨脹袋体またはダイヤフラムの壁面によって圧力を作用させるためのもの (8)
金型 (298)
加熱または冷却 (93)
成形物品の取出しまたは突出し (15)
計量,制御または調整 (14)
国際特許分類[B29C51/26]に分類される特許
1 - 10 / 133
炭素繊維入り樹脂シートの搬送装置
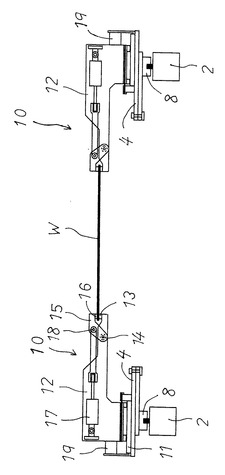
【課題】加熱軟化させた炭素繊維入り樹脂シートを、位置決め精度よくプレス装置へ搬送することができる経済性に優れた搬送装置を提供する。
【解決手段】加熱炉において加熱された炭素繊維入り樹脂シートWをプレス装置まで搬送する炭素繊維入り樹脂シートWの搬送装置であり、加熱炉とプレス装置との間を移動するスライダ4と、その上に搭載され、炭素繊維入り樹脂シートWの両端部をチャックして張力を加えるシート保持手段10とを備えたものである。シート保持手段10はチャック爪13、16と、これらのチャック爪を外側に変位させる張力付与手段19と備えた構造とすることができる。またシート保持手段10は、保持枠の内側に配置されたスプリング付きの保持金具と、この保持枠をチャックするチャック爪とを備えた構造としてもよい。
(もっと読む)
成形装置および成形方法

【課題】トリミングを行う際の不都合を解消し、生産性を向上した成形装置および成形方法を提供する。
【解決手段】基台22上に設けられた基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、シート4を接着した基材10に対し、基材10を基材治具60から取り外すことなくその状態でシート4のトリミングを行うトリミング手段と、を備えた成形装置である。
(もっと読む)
成形装置および成形方法
【課題】基材底面に接着するシートの接着強度を高め、その剥離を防止するとともに、生産性も向上した、成形装置および成形方法を提供する。
【解決手段】接着層を有するシート4を基材10に被覆し接着する成形装置である。基台22上に設けられて基材10を保持する基材治具60と、基材治具60上に保持された基材10に対して被覆された、接着層を有するシート4を基材10に接着する接着手段と、を備える。基台22には、基材治具60の側周面より外側に延出した基材10の外周部の底面10aに対向して押圧部63が設けられている。基材治具60上の基材10と押圧部63とを相対的に移動させることにより、基材10の外周部の底面にシート4を介して押圧部63を接離可能に当接させる移動手段を備えている。
(もっと読む)
フィルム加飾成形品の余剰フィルムトリミング方法およびその装置
【課題】成形品からはみ出している余剰フィルムを成形品の端部に沿って正確にかつ効率よくトリミングするフィルム加飾成形品の余剰フィルムトリミング方法とその方法を実施するための装置を提供する。
【解決手段】フィルム加飾成形品の余剰フィルムトリミング方法は、受治具30に載置された樹脂基材Aの表面に真空圧空成形により加飾フィルムBを貼着し、この加飾フィルムの製品部外周の余剰部分B2をトリミングするフィルム加飾成形品の余剰フィルムトリミング方法であって、樹脂基材Aは、外周縁が下方に向かって屈曲して裏面側が凹面形状の成形品であり、受治具は、この樹脂基材Aを載置する受型部31と受型部31に連続する基台部32との境界近傍に該境界の全周に亘って敷設された電熱線40を備え、この電熱線40に通電することで、貼着された加飾フィルムを樹脂基材Aの外周縁の下端部に沿って溶断することを特徴とする。
(もっと読む)
熱成形装置、及び熱成形方法
【課題】ロールシートとカットシートを併用する。
【解決手段】加熱手段によりシートを輻射加熱する加熱部と、前記加熱部から前記シートの移送方向の下流側に配置されて前記輻射加熱されたシートを成形する成形部と、を有する熱成形装置であって、シートを前記加熱部から前記成形部に移送する移送手段と、前記加熱手段と前記シートとの間に設けられた遮蔽板と、前記遮蔽板に取り付けられ、該遮蔽板の下流側において輻射加熱されるシートを把持する第一の把持機構と、前記第一の把持機構から下流側であって前記成形部から上流側に設けられ、前記輻射加熱されるシートを把持する第二の把持機構と、を有する。
(もっと読む)
樹脂シートの成形方法、樹脂シートの成形装置及び樹脂部品の製造方法
【課題】従来よりも成形性が向上した成形技術を提供すること。
【解決手段】予備加熱した樹脂シート10を型形状に成形する樹脂シート10の成形方法において、樹脂シート10を凹型21の周縁部213に載置する第1ステップと、前記凹型21の上方に対向して設けられた凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押圧することで、樹脂シート10の周縁部の少なくとも一部を凹型21の周縁部213から浮き上がらせながら、樹脂シート10を凹型21方向に押し込む第2ステップと、凹型21の周縁部213とそれに対向して設けられたブランクホルダ41とで樹脂シート10の周縁部を挟持しながら、さらに凸型31を凹型21に対して前進させて樹脂シート10を凹型21方向に押し込む第3ステップと、を有する。
(もっと読む)
シート成形品の製造設備
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造設備を提供する。
【解決手段】帯状の熱可塑性樹脂シートを長手方向への移動と停止とを交互に行う間欠送りによって搬送するシート搬送手段と、前記熱可塑性樹脂シートを熱成形するための成形型とを備え、前記シート搬送手段による前記熱可塑性樹脂シートの搬送経路に前記成形型が配されており、該位置検出手段による前記位置検出マーク21の検出結果に基づいて熱可塑性樹脂シートの移動量を調整して図案22の停止位置を調整する手段が前記調整手段として備えられており、前記位置検出手段として前記成形型よりも熱可塑性樹脂シートの移動方向上流側に配された第一位置検出手段と前記成形型よりも下流側に配された第二位置検出手段との少なくとも2つの位置検出手段が備えられていることを特徴とするシート成形品の製造設備。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
シート成形品の製造方法
【課題】図案のズレが抑制された良好な製品を効率よく製造することができるシート成形品の製造方法を提供すること。
【解決手段】長手方向に所定間隔で図案が備えられている帯状の熱可塑性樹脂シートを前記長手方向への移動と停止とを交互に行う間欠送りによって熱成形機に供給し、前記停止における前記図案の停止位置が前記熱成形機の成形型に対する所定位置となるように位置調整しつつ前記間欠送りを実施して前記成形型で前記熱可塑性樹脂シートを熱成形することにより前記図案が所定位置に備えられたシート成形品を製造するシート成形品の製造方法であって、前記図案の間隔に相当する間隔を設けて長手方向に沿って複数の位置検出マークが備えられている熱可塑性樹脂シートを用い、前記間欠送りにおける前記位置検出マークの移動経路に該位置検出マークを検出可能な位置検出手段を配して前記間欠送りを実施し、図案の前記位置調整を所定の方法で実施するシート成形品の製造方法を提供する。
(もっと読む)
熱板を用いた熱成形装置及び熱成形方法
【課題】熱板を用いた省エネルギー型の熱成形の技術を提供することを課題とする。
【解決手段】熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形装置1において、前記熱板60の外周60cが断熱材110で囲まれている熱成形装置1。また、熱成形可能なシートS1を熱板60で接触加熱した後、該シートS1を成形手段20により成形する熱成形方法において、前記熱板60の外周60cを断熱材110で囲み、該熱板60で前記シートS1を接触加熱した後、該シートS1を前記成形手段20により成形する熱成形方法。
(もっと読む)
1 - 10 / 133
[ Back to top ]