
国際特許分類[B29C53/64]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 曲げ,折たたみ,ひねり,直線化または平面化による成形;そのための装置 (287) | 巻付けおよび接合,例.スパイラル状巻付け (45) | ら旋状に (34) | 内部二次表面,例.マンドレル,を用いるもの (19) | 巻付け軸の回りに回転可能なもの (4) | 軸方向に移動するもの (3)
国際特許分類[B29C53/64]に分類される特許
1 - 3 / 3
製管装置
【課題】 過大な負荷のかかる接合機構部の外面ローラ周辺における剛性を高めるとともに既設管の内周面の凹凸や障害物等との接触を回避するように外面ローラを保護して、作業効率を高め、精度よく製管する。
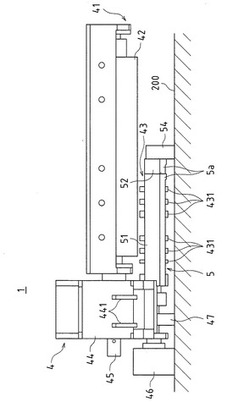
【解決手段】 一実施形態としての製管装置1は、既設管200の内側に設置される成形フレーム2に、回転自在に軸支されて更生管130の内面に当接する複数の案内ローラ3と、巻回された帯状部材100の接合部同士を接合する接合機構部4とを備える。接合機構部4には、歯車機構を納めた箱体44に、帯状部材100を内側と外側とから挟み込む内面ローラ42及び外面ローラ43が片持ち状に軸支され、既設管200の内壁に接触して回転する送りローラ46が外面ローラ43と同軸上に設けられており、外面ローラ43の側部近傍には剛性を有する外装フレーム5が配設されている。
(もっと読む)
ゴム製筒体の製造方法、空気ばねの製造方法、未加硫ゴム筒の成型装置、及び空気ばね

【課題】大径、あるいは太鼓状や鼓状などの不定径で、かつ中心軸を通る平面に沿う方向に短繊維を配向させることのできるゴム製筒体の製造方法の提供。
【解決手段】ガイド棒8の周りに未加硫ゴムチューブ9を押出成形し、含有する短繊維4をチューブ中心軸方向に配向させる。未加硫ゴムチューブ9を押出成形しながら、カッター11を周回させて未加硫ゴムチューブ9を螺旋状に切断して未加硫ゴムテープ10を形成する。これと同時に、成型ドラム12を、未加硫ゴムチューブ9の押出方向に移動させつつ、自転させながらカッター11の周回と同じ回転数で未加硫ゴムチューブ9の周りを周回させる。成型ドラム12の周りに未加硫ゴムテープ10が巻き付いて未加硫ゴム筒3が成型される。短繊維4は、ほぼ未加硫ゴム筒3の中心軸を含む平面及び未加硫ゴム筒3の表面に沿う方向に配向する。その後、未加硫ゴム筒3を加硫成形する。
(もっと読む)
ゴム膜の製造方法
【課題】 安価で簡便な設備で様々なパターンを有するゴム膜を容易に成形することができるゴム膜の製造方法を提供する。
【解決手段】押出機から供給されたリボン状の未加硫ゴムをマンドレルに巻き付け、この際、押出機のノズル位置に対するマンドレルの軸方向への相対的な移動速度、マンドレルの回転方向および回転速度のうち少なくとも一つを制御することによって、厚みの異なる円筒状の未加硫ゴム膜を成形し、この円筒状の未加硫ゴム膜をマンドレルの軸に沿って切断して平板状の成形体を得た後、これを加硫成形する。ゴムをマンドレルの正逆回転およびマンドレルの軸方向の移動のみを制御することによって厚みの変動するゴム膜の成形が可能となり、安価で簡便な設備で様々なパターンのゴム膜を成形することができる。また、リボン状の未加硫ゴムを押出し、これをマンドレルに巻き付けることにより、全長に亘って厚み精度の高いゴム膜を成形することができる。
(もっと読む)
1 - 3 / 3
[ Back to top ]