
国際特許分類[B29C55/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 延伸による成形,例.ダイを通して引き抜くもの;そのための装置 (2,429) | ダイを通して引き抜くもの (29)
国際特許分類[B29C55/30]に分類される特許
1 - 10 / 29
引抜延伸による熱可塑性樹脂シートの製造方法
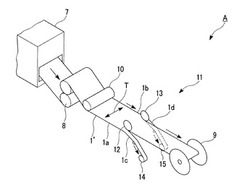
【課題】引抜延伸後の熱可塑性樹脂シートを巻取り機で巻き取る際に巻きシワの発生を防止できるとともに、厚さや機械的物性を均一にし、好適に熱可塑性樹脂シートを引抜延伸成形して製造することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】一対の引抜延伸ロールの間に通過させて熱可塑性樹脂シートを引抜延伸しつつ引抜延伸後の熱可塑性樹脂シート1’を巻取り機9で巻き取って、引抜延伸した熱可塑性樹脂シート1’を製造する方法において、一対の引抜延伸ロールと巻取り機9の間に設けた端部切断除去装置11によって、引抜延伸後の熱可塑性樹脂シート1’の幅方向T両端部1a、1b側をそれぞれ切断除去し、両端部1a、1b側を切断除去した引抜延伸後の熱可塑性樹脂シート1’を巻取り機9で巻き取るようにした。
(もっと読む)
延伸ポリブチレンテレフタレート樹脂シートの製造方法及び延伸ポリブチレンテレフタレート樹脂シート
【課題】延伸前ポリブチレンテレフタレート樹脂シートの結晶化を抑制しなくてもよく、結晶化度が15%以上である延伸前ポリブチレンテレフタレートを延伸して容易に成形することができる延伸ポリブチレンテレフタレート樹脂シートの製造方法を提供する。
【解決手段】本発明に係る延伸ポリブチレンテレフタレート樹脂シートの製造方法では、結晶化度が15%以上、50%未満であるポリブチレンテレフタレート樹脂シート(ガラス転移温度Tg(℃))を、一対の第1,第2の拘束部材間に配置した状態で、該第1,第2の拘束部材を介して、上記ポリブチレンテレフタレート樹脂シートを、引抜延伸する。上記ポリブチレンテレフタレート樹脂シート及び上記第1,第2の拘束部材の各温度を(Tg−40)℃以上、(Tg+100)℃以下とし、かつ延伸倍率を2倍以上、8倍以下とする。
(もっと読む)
熱成形用延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、高い機械的強度、低い線膨張係数などの優れた延伸熱可塑性ポリエステル系樹脂シートの特性を維持しながら、十分な破断伸びを有し、よって複雑な形状に賦形できる熱成形用延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】 本発明の熱成形品の製造方法は、 非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−30℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度の一対のロール間を通して引き抜いて一次延伸したのち、熱可塑性ポリエステル系樹脂の結晶化ピークの立ち上がり温度〜該熱可塑性ポリエステル系樹脂温度の融点の温度で、張力をかけない状態でアニールすることを特徴とする熱成形用延伸熱可塑性ポリエステル系樹脂シートの製造方法である。
(もっと読む)
延伸熱可塑性ポリエステル系樹脂シートの製造方法
【課題】引抜延伸によるシートの幅方向の収縮(ネッキング)を低減させ、引抜延伸工程に続く工程でのシートの延伸方向の不均一な伸び縮みの発生を抑え、効率よく高品質の延伸熱可塑性ポリエステル系樹脂シートを製造する方法を提供する。
【解決手段】上記製造方法を、非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−30℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度の一対の引抜ロール間に通して延伸する引抜延伸処理に引き続いて延伸シートを冷却したのち、熱固定するものとする。
(もっと読む)
自動車用モール
【課題】軽量で、アルミニウム、鋼材同等以上の低伸縮性を示し、耐衝撃性、耐食性に優れる自動車用モールを提供する。
【解決手段】上記自動車用モールを、熱可塑性ポリエステル系樹脂シートを一対の引抜ロール間に通して引抜延伸する一次延伸に引き続き、引抜ロールの温度より高い温度で引抜延伸方向に二次延伸して得られる延伸熱可塑性ポリエステル樹脂シートからなる芯材をポリプロピレン系樹脂又はゴム材系の表面材で被覆してなるものとする。
(もっと読む)
引抜延伸による熱可塑性樹脂シートの製造方法

【課題】蛇行の発生を防止できるとともに、厚さや機械的物性を均一にして好適に熱可塑性樹脂シートを引抜延伸成形することを可能にする引抜延伸による熱可塑性樹脂シートの製造方法を提供する。
【解決手段】互いの軸線O2、O3方向を平行に配して設けられた一対の引抜延伸ロール5、6の間に熱可塑性樹脂シート1を通過させて、引抜延伸した熱可塑性樹脂シート1を製造する方法であって、一対の引抜延伸ロール5、6の間隔を複数箇所で計測し、一対の引抜延伸ロール5、6の間隔に変動が生じるとともに、この計測結果に基づいて一方の引抜延伸ロール6の位置を調整する引抜延伸ロール間隔制御機構10を設けることにより、軸線O2、O3方向一端から他端まで一対の引抜延伸ロール5、6の間隔を均一に維持するようにした。
(もっと読む)
着色熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、着色延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】 本発明の着色延伸熱可塑性ポリエステル系樹脂シートの製造方法は、熱可塑性ポリエステル系樹脂シートを一対の引抜ロール間に通して引抜延伸して延伸熱可塑性ポリエステル系樹脂シートを製造し、この延伸熱可塑性ポリエステル系樹脂シートに一軸延伸を施した後、上記延伸熱可塑性ポリエステル系樹脂シートを着色した上で上記延伸熱可塑性ポリエステル系樹脂シートに熱固定を施すことを特徴とするので、得られる着色延伸熱可塑性ポリエステル系樹脂シートは、引張弾性率及び引張強度などの優れた機械的強度を有し且つ線膨張係数が低く耐熱性に優れている。
(もっと読む)
着色熱可塑性ポリエステル系樹脂シートの製造方法
【課題】 本発明は、着色延伸熱可塑性ポリエステル系樹脂シートの製造方法を提供する。
【解決手段】 本発明の着色延伸熱可塑性ポリエステル系樹脂シートの製造方法は、熱可塑性ポリエステル系樹脂シートを一対の引抜ロール間に通して引抜延伸して得られた延伸熱可塑性ポリエステル系樹脂シートを着色した後、上記延伸熱可塑性ポリエステル系樹脂シートに一軸延伸を施すことを特徴とするので、得られる着色延伸熱可塑性ポリエステル系樹脂シートは、引張弾性率及び引張強度などの優れた機械的強度を有し且つ線膨張係数が低く耐熱性に優れている。
(もっと読む)
延伸熱可塑性樹脂シートの製造方法
【課題】 本発明は、延伸倍率が厚み方向において略均一で且つ凹凸のない延伸熱可塑性樹脂シートを製造することができる延伸熱可塑性樹脂シートの製造方法を提供する。
【解決手段】 本発明の延伸熱可塑性樹脂シートの製造方法は、熱可塑性樹脂シートAを一対の引抜ロール1a、1b間に通して引抜延伸する延伸熱可塑性樹脂シートの製造方法であって、上記引抜ロール1a、1bの前方に前側支持部材2a、2bを配設すると共に、上記引抜ロール1a、1bの後方に後側支持部材3a、3bを配設し、上記前後支持部材2a、2b、3a、3bによって上記前後支持部材2a、2b、3a、3b間の上記熱可塑性樹脂シートAをその厚み方向の中間面A1が同一平面上に位置するように支持することを特徴とする。
(もっと読む)
熱収縮性フッ素樹脂チューブの製造方法
【課題】溶融押出成形において1段の操作により成形され、外径のばらつきが低減される熱収縮性のフッ素樹脂チューブ等を提供する。
【解決手段】溶融したフッ素樹脂材料を金型20によりチューブ状に押し出す押出工程と、金型から押し出されたチューブ状のフッ素樹脂材料を一定の引き取り速度で連続的に引き取りつつ、金型の近傍においてチューブ状のフッ素樹脂材料の内周面を円筒形状の冷却部材30の外周面に接触させて、チューブ状のフッ素樹脂材料Fを170℃以下の温度に冷却する冷却工程により、フッ素樹脂チューブを製造する。
(もっと読む)
1 - 10 / 29
[ Back to top ]