
国際特許分類[B29C59/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 表面成形,例.エンボス;そのための装置 (2,486) | 機械的手段,例.プレス,によるもの (2,307) | ローラーまたはエンドレスベルトを用いるもの (562)
国際特許分類[B29C59/04]に分類される特許
21 - 30 / 562
微細パターンの製造方法
【課題】無機基材表面に残膜の薄い微細マスクパターンを付与した後、アスペクト比の高い微細パターンを無機基材表面に精度よく製造する方法を提供することを目的とする。
【解決手段】無機基材の一主面側に形成された微細パターンの製造方法であって、光透過性の基材と、前記基材上に設けられ表面に微細凹凸構造を有する光硬化性樹脂層とを備えたリール状樹脂モールドの光樹脂硬化性樹脂層上にマスク材料層を積層して得た積層体Aと、前記無機基材上に樹脂層を形成して得られた積層体Bとを、マスク材料層側と樹脂層側とを貼り合わせた後、硬化し、その後リール状樹脂モールドを剥離して得られた凹凸構造がマスク材料層に転写されたマスク材料層-樹脂層−無機基材からなる積層体を、引き続き、エッチングして得られることを特徴とする無機基材の一主面側に形成された微細パターンの製造方法。
(もっと読む)
反射防止フィルム製造用金型の製造方法
【課題】高精細かつ均一なモスアイ構造を賦形可能な反射防止フィルム製造用金型、及び、反射防止フィルム製造用金型の製造方法を提供する。
【解決手段】反射防止フィルム製造用金型は、アルミニウム合金により形成される基材部と、基材部上にアルミニウムにより形成された層であり、その表面に可視光領域の光の波長よりも短い周期で複数の微細孔が配列された酸化皮膜を有する賦形部とを備え、微細孔は、開口部から底部に向かってその径が小さくなるテーパー形状を有しているものとした。また、この反射防止フィルム製造用金型は、アルミニウム層形成工程と、微細孔形成工程を備え、微細孔形成工程は、陽極酸化工程と、第1エッチング工程と、第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングする第2エッチング工程とを備え、これらの工程を順次繰り返すものとした。
(もっと読む)
反射防止フィルム製造用金型の製造方法

【課題】均一かつ高精細なモスアイ構造を賦形可能な反射防止フィルム製造用金型、及び反射防止フィルム製造用金型の製造方法を提供する
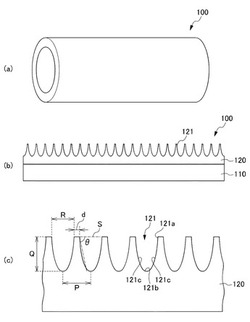
【解決手段】反射防止フィルム製造用金型100は、ステンレス鋼により形成される基材部110と、基材部上に層状に形成された中間部130と、アルミニウムにより形成され表面に可視光領域の光の波長よりも短い周期で配列された凹状の複数の微細孔121を有する酸化皮膜を有する賦形部120とを備え、微細孔が開口部から底部に向かってその径が小さくなるテーパー形状を有するものとした。反射防止フィルム製造用金型の製造方法は、中間部形成工程と、アルミニウム層形成工程と、微細孔形成工程とを有し、微細孔形成工程は、陽極酸化工程と、第1エッチング工程と、第1エッチング工程のエッチングレートよりも高いエッチングレートでエッチングを行う第2エッチング工程とを備え、これらの工程を順次繰り返すものとした。
(もっと読む)
光学シートの製造方法
【課題】樹脂シートから光学シートを切り出す際の歩留まりの低下を抑止できる光学シートの製造方法、押圧ロール及び光学シートの製造装置を提供する。
【解決手段】光学シートの製造方法は、溶融された熱可塑性樹脂を連続的に押出すことで樹脂シート80を成形する押出工程S2と、周面に周方向に沿って形成される複数の凹部71a,72aからなる転写型65aが設けられた押圧ロール65を用いて、樹脂シート80の表面80aに転写型65aを転写する転写工程S3とを備える。転写工程S2では、樹脂シート80の幅方向に複数形成され、1つの光学シート30,130として切出される部材領域171,172毎に所定のパターン形状を転写し、幅方向に隣接する部材領域171,172の間の境界領域173に、部材領域171,172に対する判別が可能な形状を転写する。
(もっと読む)
ローラーモールド、ローラーモールド用基材及びパターン転写方法
【課題】被転写体の透光性や被転写体の形状を問わず、光を用いたインプリントを行う際、所定のパターンを被転写体に忠実且つ容易に転写するローラーモールド、ローラーモールド用基材及びパターン転写方法を提供する。
【解決手段】回転軸方向に沿う外周部の主表面に所定のパターンが形成されているインプリント用のローラーモールドであって、前記ローラーモールドの内部又は外部から照射される光を前記外周部に対して透過させることにより、前記ローラーモールドの内部から前記所定のパターンの主表面へと前記光を照射自在とする。
(もっと読む)
ロール金型の製造方法及びロール金型
【課題】円筒表面の凹凸を寸法精度よく容易に作製することができるロール金型の製造方法、及びその方法を用いた、凹凸を寸法精度よく形成することができるロール金型を提供する。
【解決手段】内周面に微細な凹凸が形成された円筒形状の原盤の内周面に、原盤を構成する材質より熱膨張係数の異なる材質のメッキ処理を行い、メッキの外周表面に微細な凹凸を施す工程と、加温または冷却することで原盤を前記メッキから取り外し、シームレスの円筒形状のメッキ層を得る工程とを有するロール金型の製造方法。
(もっと読む)
押圧ロールの洗浄方法
【課題】簡単にかつ短時間に残留物を押圧ロールから除去できる洗浄方法を提供すること。
【解決手段】押圧することで樹脂シート30を成形するための押圧ロール14Cの洗浄方法であって、押圧ロール14Cの表面に、ドライアイス42、又は、気体状態、液体状態若しくは固体状態の水を衝突させる工程を有する、洗浄方法を提供する。押圧ロール14Cの表面にドライアイス42等を衝突させることで、残留物50へ物理的衝撃が加わる。この衝撃によって、残留物50が押圧ロール14Cの表面から剥離するため、短時間で簡単に押圧ロール14Cの洗浄ができる。
(もっと読む)
溶融押出成形賦形用のロール、溶融押出成形賦形用のロール組立体、及び、溶融押出成形方法
【課題】転写性の向上を十分に図ることができる溶融押出成形賦形用のロールを提供する。
【解決手段】熱可塑性樹脂の溶融押出成形において使用される溶融押出成形賦形用のロール1は、内部に熱媒流路13が設けられたロール本体部10、及び、ロール本体部10の表面を覆う筒状部材20から成り、ロール本体部10は、40W/m・K以上、100W/m・K以下の熱伝導率を有する第1金属材料から製作されており、筒状部材20は、20W/m・K以下の熱伝導率を有する第2金属材料から作製されている。
(もっと読む)
防滑性シート
【課題】湿潤状態下でも十分な防滑性を有し、素肌刺激性の小さな防滑性シートを提供する。
【解決手段】第一の主表面11と前記第一の主表面の反対側に第二の主表面12を有する基材10を含む防滑性シート1であって、第一主表面11は、第一の凹凸パターンと、その凸部上に配置される第二の凹凸パターンから構成されるエンボス形状を備え、第一の凹凸パターンの凹部のピッチが50μm以上200μm以下であり、第二の凹凸パターンの凹部のピッチが前記第一の凹凸パターンの凹部のピッチの20%以下であり、第一の凹凸パターンと第二の凹凸パターンを含むエリアの表面粗さの最大高さ(Rmax)が25μm以上50μm以下であり、第二の凹凸パターンのみを含むエリアの表面粗さの最大高さ(Rmax)が8μm以上15μm以下であり、エンボス形状を構成する第一の凹凸パターンの凹部と第二の凹凸パターンの凹部とは相互に連通する防滑性シート。
(もっと読む)
樹脂シートの製造方法
【課題】金属ロールの表面から樹脂シートを適切に剥離可能な樹脂シートの製造方法及び表面からシートを適切に剥離可能な金属ロールを提供する。
【解決手段】この樹脂シートの製造方法は、加熱溶融状態の樹脂をダイから連続的に押し出して連続樹脂シートを製造するシート製造工程と、表面に厚さ0.5μm以下のめっき層を有する金属ロールの表面に連続樹脂シートを押し当てることによって連続樹脂シートを成形して樹脂シートを得る成形工程と、樹脂シートを金属ロールの表面から剥離する剥離工程とを含む。
(もっと読む)
21 - 30 / 562
[ Back to top ]