
国際特許分類[B29C59/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 表面成形,例.エンボス;そのための装置 (2,486) | 機械的手段,例.プレス,によるもの (2,307) | ローラーまたはエンドレスベルトを用いるもの (562)
国際特許分類[B29C59/04]に分類される特許
71 - 80 / 562
ロール金型の製造方法、及び光学シートの製造方法
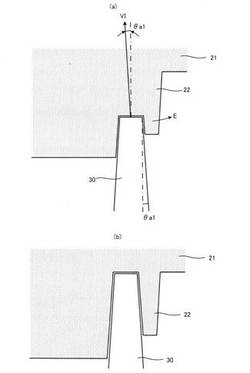
【課題】光学シートを形成するのロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成形するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凹凸に対応する溝23を形成させる工程を含み、溝を形成させる工程では、切削工具による切り込みは、切削工具のバイト角度のうち、送り方向後ろ側となるバイト角度と同じ角度となるように送りつつロール基体の回転軸に近付ける方向に行われることを特徴とする。
(もっと読む)
モールドのエッチング装置

【課題】サブミクロン(1μm以下)のサイズのパターンを持つシームレスモールドを高い生産性・量産性で得ること。
【解決手段】本発明のモールドのエッチング装置は、真空槽中に配置されたスリーブ形状のモールド(15)と、前記真空槽中の前記モールド(15)の表面に対向する位置に配置された円筒形状の対向電極(22)と、を具備し、前記モールド(15)に高周波を印加させ、前記対向電極(22)を接地して前記モールドをエッチング処理するエッチング装置であって、前記エッチング処理の際、前記モールド(15)を回転させないことを特徴とする。
(もっと読む)
合成紙をエンボスしてなるエンボス合成紙の製法及びそのエンボス装置
【課題】樹脂と自然繊維からなる合成紙をエンボスして、自然の繊維からなる紙のエンボス紙と同様なエンボス合成紙を製作する方法及び装置を提供すること。
【解決手段】重さが20g/m2 〜210g/m2 である三層構造の合成紙を(1)石英電気オーブン,赤外線加熱器で65℃〜160℃,好ましくは115℃にて予熱及び加熱して,(2)少なくともショアA硬さが60〜90であるゴム製型押しロールと、表面に浮き彫り模様の型があるエンボスロールとからなるエンボス設備にてエンボスし,(3)上記エンボス設備は、エンボス加工中に、エンボスロールとゴム製型押しロールとを同調させて同時に冷却し、(4)更に左右一組の冷却ドラムで冷却し、合成紙上の浮き彫り模様を定着成形してエンボス合成紙となすことからなる。
(もっと読む)
インモールド用ラベル及びその製造方法
【課題】不必要なブリスターを効果的に排除することにより、インモールド用ラベルを物品の表面に密着させることができる。
【解決手段】インモールド用ラベルが特定物品に結合された場合には、インモールド用ラベル表面に交互かつ連続的に配列された複数の突起マイクロ構造により、多方向の排気ルートが形成される。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
パターン付ロール及びその製造方法
【課題】サイドエッチングの問題を解消したパターン付ロール及びその製造方法を提供する。
【解決手段】基材の表面に感光材を塗布し、露光・現像せしめてレジストパターンを形成し、該基材及びレジストパターンの表面にDLC被覆膜を形成し、該レジストパターン上に形成されたDLC被覆膜を該レジストパターンごと剥離せしめ、基材の表面にDLCパターンを形成してなるようにした。
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
レプリカモールド、および微細凹凸構造を表面に有する成形体とその製造方法
【課題】浸透性の高い活性エネルギー線硬化性樹脂組成物を用いて転写を行う場合でも、被転写体から容易に剥離できるレプリカモールド、およびこのレプリカモールドを用いて製造した微細凹凸構造を表面に有する成形体とその製造方法の提供。
【解決手段】本発明のレプリカモールド10は、隣り合う凸部16の平均間隔が400nm以下の微細凹凸構造を表面に有し、前記微細凹凸構造が、硬化後の表面自由エネルギーが39mJ/m2以上である活性エネルギー線硬化性樹脂(α)を(100−Y)質量%と、シリコーンアクリレート(β)をY質量%含む活性エネルギー線硬化性樹脂組成物(I)の硬化物14からなり、前記活性エネルギー線硬化性樹脂(α)の硬化後の表面自由エネルギーをXmJ/m2としたときに、XとYが式(−0.66X+30≦Y(ただし、39≦X<43.4))または(0.2≦Y(ただし、43.4≦X))を満たす。
(もっと読む)
光学部材の凹凸形状を決定する方法
【課題】光学部材の凹凸形状をより簡易に決定するための方法を提供すること。
【解決手段】試作用の転写型53の形状を異なる転写率(h3/h1)で転写することにより、互いに異なる凹凸形状を有する複数の光学部材試作品30を成形するステップと、複数の光学部材試作品30それぞれの光学特性を評価するステップと、光学特性に基づいて光学部材の凹凸形状を決定するステップと、を含む、光学部材の凹凸形状を決定する方法。
(もっと読む)
連続エンボス機およびそれを用いたエンボス方法
【課題】建材や家具などの化粧シートの表面への凹凸装飾パターン(エンボス)付与技術、および偽造防止向けの意匠性の高いエンボスホログラムパターン付与技術における、エンボスパターンと絵柄の同調におけるエンボス寸法・見当の修整方法およびそれを実現できる連続エンボス機を提供する。
【解決手段】熱可塑性樹脂フイルム16の搬送方向に、マーク印刷機4、加熱装置5、凹凸付与版6、マーク位置検出器8、テンション調節ロール9、冷却装置10を備えた連続エンボス機を用いて、前記熱可塑性樹脂フイルム16が、加熱状態において凹凸形状パターンを付与された後、前記熱可塑性樹脂フイルム16の右側か、左側が伸ばされて凹凸形状パターンが崩れ始めるのを検知して、元の凹凸形状パターンに修整することができるものである。
(もっと読む)
71 - 80 / 562
[ Back to top ]