
国際特許分類[B29C59/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 表面成形,例.エンボス;そのための装置 (2,486) | 内部応力,例.プラスチックメモリー,の解放によるもの (7)
国際特許分類[B29C59/18]に分類される特許
1 - 7 / 7
幾何微細凹凸構造の作製方法及びセンサー
【課題】様々なパターンの幾何微細凹凸構造を簡便に作製する方法及びセンサーを提供すること。
【解決手段】基板面に対して略垂直方向に応力を加えることにより基板を延伸する延伸工程と、前記基板の延伸状態を維持したまま前記基板上に表層を形成する表層形成工程と、前記基板の延伸状態を解除することにより該基板の表面に幾何微細凹凸構造を形成する幾何微細凹凸構造形成工程と、を有する方法により、幾何微細凹凸構造を作製する。基板面に対する略垂直方向の応力の大きさによって、あるいは、基板材料、表層材料、表層形成条件等の組み合わせによって、様々なパターンの幾何微細凹凸構造を作製することができるようになる。作製した幾何微細凹凸構造を用いることにより、優れたセンサーを作製できる。
(もっと読む)
成形体の成形方法および成形体

【課題】型と成形材料とを直接接触させることなく、型に形成されている成形パターンに対応したパターンを備えた成形体の成形方法等を提供する。
【解決手段】成形パターン13が形成されている型11のおもて面に、弾性を備え平板状に形成された成形用基板3を設置し、型11に空気を通すことで成形用基板3を真空吸着して弾性変形させ、成形用基板3を型11の成形パターン13の形状に倣わせ、成形材料5を、成形用基板3のおもて面に供給し、成形材料5を硬化し、硬化した成形材料5とともに成形用基板3を型11から離す。
(もっと読む)
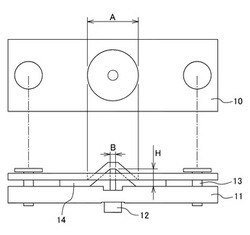
表面に凹凸を有する化粧シートの製造方法
【課題】エンボス加工等の方法を使用せずに、表面に凹凸を有する化粧シートを得る方法を提供する。
【解決手段】熱収縮性を有する樹脂シート3を、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線2照射して、前記部位Aと部位Bとに膜厚差を生じさせた、表面に凹凸を有する化粧シートの製造方法。
(もっと読む)
ナノバックリング形状を有する表面微細凹凸体の製造方法、表面微細凹凸体、工程シート原版、及び光学素子の製造方法。
【課題】微細な凹凸パターンを有し、凹凸パターンのピッチ及び深さの制御ができ、ピッチの均等性に優れたナノバックリング形状を有する表面微細凹凸体の製造方法を提供する。
【解決手段】ナノバックリング形状を有するシート10は、熱収縮フィルム基材11を加熱収縮して変形率1%以上となるようにする工程と、熱収縮性フィルムからなる樹脂製の基材の少なくとも片面に、平滑な硬質層12を少なくとも一層以上設けて積層シートを形成する工程と、該積層シートは、基材の樹脂Tg℃より低い温度から毎分0.1〜10℃の上昇割合で加熱収縮することにより硬質層を蛇行変形させる工程とを含むことを特徴とするナノバックリング形状を有する表面微細凹凸体の製造方法。
(もっと読む)
表面微細凹凸体およびその製造方法
【課題】光学素子として優れた性能を発揮する表面微細凹凸体とその製造方法、さらには、表面微細凹凸体の凹凸パターンが転写された転写体とその製造方法を提供する。
【解決手段】加熱収縮性フィルムからなる樹脂製の基材の少なくとも片面に、樹脂製の硬質層を設けて積層フィルムを形成する積層フィルム形成工程と、記積層フィルムを加熱して基材を収縮させることにより、硬質層を折り畳むように変形させ、凹凸パターンを形成する収縮工程とを有し、収縮工程では、収縮の主方向と直交する方向には収縮しないように、積層フィルムに力を作用させながら収縮させる。このようにして製造された表面微細凹凸体は、凹凸パターンの深さが大きく、反射防止体やワイヤーグリッド偏光子などの光学素子への使用に適する。
(もっと読む)
成形方法
本発明は、ポリマーの成形方法であって、成形されるべきポリマーをそのガラス転移温度よりも高い温度まで加熱するステップを有し、ポリマーを第1のモールドの成形面(以下、「下側成形面」という)に連続的に(好ましくは、流動化又は布設により)被着させる(好ましくは、このように被着されるポリマー中の剪断応力又は他の応力を減少させ、ゼロにし又は最小限に抑える仕方で)ステップを有し、ポリマーは、ガラス転移温度よりも高い温度のままであり、ポリマーがガラス転移温度よりも高い温度を保っている間、第2のモールドの成形面(以下、「上面」という)をポリマーの少なくとも露出面(以下、「上面」という)に当てるステップを有し、ポリマーが上側及び下側成形面内に又はこれら相互間に保持された状態でガラス転移温度よりも低い温度に転移できるようにするステップを有し、その後、ポリマーは、成形面から取り出されることを特徴とする方法に関する。装置も又、提供される。 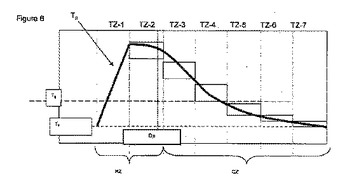 (もっと読む)
(もっと読む)
プラスチック成形品の歪除去方法およびその装置
【課題】プラスチック成形品に生じている歪を、短時間で容易かつ精度よく除去できるようにする。
【解決手段】プラスチック成形品2を、ベース治具5と固定治具6とで挾持して位置固定する。この状態で、プラスチック成形品2の歪発生部に、レーザ光源4からのレーザ光3を照射する。これにより、歪に伴ない発生していたプラスチック成形品2の変位量Dが次第に少なくなるので、これをセンサ7で確認し、歪が除去されて変位量Dが零になった時点で、レーザ光3の照射を停止させる。
(もっと読む)
1 - 7 / 7
[ Back to top ]