
国際特許分類[B29C69/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | メイングループ39/00から67/00の単一成形技術に展開されない複合成形技術,例.成形と接合技術との組み合わせ;そのための装置 (259)
国際特許分類[B29C69/00]の下位に属する分類
成形技術のみからなるもの (98)
国際特許分類[B29C69/00]に分類される特許
1 - 10 / 161
樹脂成形品製造方法及びフィルム
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
積層パネル

【課題】芯材に任意の補強板を収納する場合でも、芯材から補強材が外れ難い積層パネルを提供する。
【解決手段】 芯材(5)の少なくとも一面が他部材(表壁2または裏壁3)で覆われた積層パネル(1)であり、芯材(5)を変形して形成した保持部(51)を有し、その保持部(51)により、芯材(5)に収納された補強材(9)が保持されている。
(もっと読む)
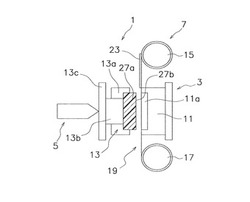
複数の樹脂部材を成形して接続する装置と方法
【課題】2以上の樹脂部材を成形し、さらにセルフピアスリベットで接続するに当たり、樹脂部材の接続箇所の反りや変形等を矯正する作業を不要とでき、もって、製造効率を高め、製造時間を短縮することのできる複数の樹脂部材を成形して接続する装置と方法を提供する。
【解決手段】上型1と下型2からなる成形型と、成形型内の中子3と、キャビティ内にセルフピアスリベット4を押し込む押し込み手段と備えた装置10であり、中子3と上型1の間の第1のキャビティ空間C1、中子3と下型2の間の第2のキャビティ空間C2に第1の溶融樹脂体J1’と第2の溶融樹脂体J2’が成形され、双方の溶融樹脂体J1’、J2’が硬化する前に中子3が取り外され、双方の溶融樹脂体J1’、J2’の重ね合わせ箇所J1’a、J2’aにセルフピアスリベット4が打ち込まれ、双方の溶融樹脂体J1’、J2’が硬化して複数の樹脂部材J1”、J2が成形され、リベット接続される。
(もっと読む)
立体模型製造方法、立体模型およびCADデータ加工装置
【課題】強度や耐摩耗性を向上させた立体物を造形する立体模型製造方法および立体模型を提供する。
【解決手段】コンピュータ100、3次元プリンタPRN1および減圧装置VCMを使用する立体模型製造方法は、立体模型の第1の面に複数の第1の開口と、立体模型の第2の面に第2の開口とを設け、第1の開口と該第2の開口とを連通する経路を形成するように前記3次元CAD情報を加工する加工ステップと、3次元CAD情報に基づき、第1の面に複数の第1の開口と、第2の面に第2の開口と、第1の開口と該第2の開口とを連通する経路と、が形成された立体模型を出力する出力ステップと、立体模型の前記第1の面に、前記第1の開口を覆うようにシートを載置し、減圧装置を使用して、前記第2の面の第2の開口から経路を減圧して該立体模型と該シートを密着させる密着ステップを有する。
(もっと読む)
複合成形体の製造方法
【課題】ガラス繊維間に多数の気孔を存在させ軽量性と吸音性、強度を確保できる複合成形体の製造方法を提供。
【解決手段】無機繊維と耐熱有機繊維からなる繊維マット(I)1の少なくとも一方の表面に、合成樹脂フィルム(II)2を積層し、一対の搬送ベルトで搬送し、所定の温度に加熱して、繊維マットと合成樹脂フィルム(II)を圧接し、繊維マット内の結着樹脂繊維cを溶融しつつ、合成樹脂フィルムの結着樹脂dの少なくとも一部を、繊維マットの内部に含浸させた後冷却して、繊維マット内部の無機繊維と耐熱性有機繊維を結着させるとともに、合成樹脂フィルムの一部を繊維マットに含浸結着させた複合シートを得る第1工程と、複合シートを常圧下又は減圧下で、前記温度Tで加熱して、バックリング現象を生じさた後、冷却金型にて賦型加圧成形する第2工程を有する複合成形体の製造方法。
(もっと読む)
凹凸シート及びその製造方法
【課題】ロール状に巻き取っても凹凸パターンが潰れず、光学的性能等の凹凸パターン本来の機能を発揮できる凹凸シート及びその製造方法を提供する。
【解決手段】表面に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートであって、その両端部にシートの長手方向に沿ってシート厚みが他の部分よりも厚い帯状段差部34を設ける。この凹凸シートは、ダイから押出した樹脂シート20にこのシート20より狭幅の帯状基材24をラミネートし、型ローラにより凹凸パターン30を転写した後、両端はみ出し部20A.20Bを折り曲げ接着することにより得られる。
(もっと読む)
プラスチックダンボール製の板状部材及びその製造方法
【課題】プラスチックダンボールの端部よりも内側に円形状や矩形状など所望形状の開口部を開けたりする場合に、当該開口部や凹部の端面に隙間を生じることなく閉塞することが可能なプラスチックダンボール製の板状部材及びその製造方法を提供する。
【解決手段】プラスチックダンボールの表面に所定の断面形状に形成された加熱板22を押圧して加熱することにより溶融される前記プラスチックダンボールの少なくとも表面側に位置する前記プラスチック製平板9及びリブ11からなる溶融部と、複数に分割された構成部材が前記プラスチックダンボールの表面に沿った方向の外側に向けて拡張したときの断面形状が、挿入時の断面形状よりも拡大する拡張部材を、前記加熱板によって溶融された前記プラスチックダンボールの裏面側から挿入することにより起立される前記裏面側に位置するプラスチック製平板からなる起立部とを備えるように構成した。
(もっと読む)
多層チューブ、及び、該多層チューブの製造方法
【課題】耐薬品性及び耐熱性に優れ、かつ、柔軟性に優れる多層チューブを提供する。また、該多層チューブの製造方法、該多層チューブを備える内視鏡を提供するものである。
【解決手段】多孔質のポリテトラフルオロエチレンからなる外層、及び、溶融加工可能なフッ素樹脂からなる内層を含み、該内層がシームレスであることを特徴とする多層チューブである。
(もっと読む)
樹脂製品の製造システム
【課題】樹脂製品がより低コストに且つ効率的に製造可能な製造システムを提供する。
【解決手段】基材を成形する成形装置10a,10bと、そこから基材を取り出す基材取出し装置36、32と、基材の表面に金属薄膜を形成して、中間製品を得る金属薄膜形成装置12と、そこに基材を搬入する基材搬入装置152と、金属薄膜形成装置12から中間製品を取り出す中間製品取出し装置152と、中間製品に塗膜を形成して、樹脂成形品を得る塗膜形成装置14と、そこに中間製品を搬入する中間製品搬入装置239と、基材を移送する第一及び第二の移送装置16と、基材取出し装置36,32の作動を制御する第一の制御装置44と、中間製品取出し装置152及び金属薄膜形成装置12の作動を制御する第二の制御装置204と搬入装置239の作動を制御する第三の制御装置254とを含んで構成した。
(もっと読む)
金属箔張積層板の製造方法
【課題】金属箔張積層板を製造する際に、溶剤を用いずに金属箔張積層板の断裁された端面に被覆樹脂層を形成することができる金属箔張積層板の製造方法の提供を目的とする。
【解決手段】金属箔3とプリプレグ4を含む複数の素材を積層して積層基材2を形成する工程と、積層基材2を所定の寸法に断裁する工程と、積層基材2の断裁された端面2aに、基材フィルム7上に半硬化状態の転写樹脂層6が設けられた転写材5を配置する工程と、積層基材2の断裁された端面2aに接する転写樹脂層6を形成する樹脂6aを硬化させる工程と、基材フィルム7を剥離する工程とを少なくとも含み、これらの工程を順に実施することによって、端部に被覆樹脂層8が設けられた金属箔張積層板1を製造する。
(もっと読む)
1 - 10 / 161
[ Back to top ]