
国際特許分類[B29C69/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | メイングループ39/00から67/00の単一成形技術に展開されない複合成形技術,例.成形と接合技術との組み合わせ;そのための装置 (259) | 成形技術のみからなるもの (98)
国際特許分類[B29C69/02]に分類される特許
1 - 10 / 98
包装容器の製造法
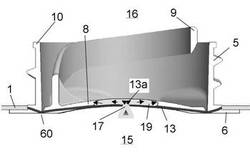
【課題】容器内容物を外部から保護す酸素バリア性を有し、低コストで製造できる包装容器の製造法を提供する。
【解決手段】注出口栓は、液体用紙容器の注出孔に設けられた注出筒5及び、注出筒と一体化して注出孔外周辺の容器壁と接合する基部6を有するスパウト10と、スパウトを封止するように内蔵された破断可能なプルタブ8とからなる注出口栓であって、注出孔を容器内側から覆い、基部6及びプルタブ8に亘って射出成形により一体成形されたガスバリアフィルム13を有する。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法

【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
発泡ポリプロピレンの成形方法
【課題】真空熱成形(vacuum Thermoform)工程と組み合わせられた発泡ポリプロピレンの一次成形方法を提供する。
【解決手段】発泡ポリプロピレンの成形方法は、真空熱成形用シート上にスクリーン印刷を行うステップと、当該真空熱成形用シートに対し真空熱成形を行なって真空熱成形製品を得るステップ、及び発泡ポリプロピレンフォームと真空熱成形製品とを一体成形させるステップとを含む。当該成形方法によって製造された発泡ポリプロピレンの真空熱成形製品は、生産プロセスがより優れているだけでなく、耐衝撃性にも優れている。
(もっと読む)
フランジ付き複層管の製造方法及びフランジ付き複層管
【課題】 耐摩耗性を有する軟質合成樹脂層を内周面に備え、繊維強化樹脂層を外周面に備えて強度を高めたフランジ付き複層管を高い生産性のもと好適に製造する。
【解決手段】 一実施形態としての直管本体部11とフランジ部12とを備える複層管1の製造方法は、円柱状外周面を有する金型6の外周面に未硬化の軟質合成樹脂材料を吐出しつつ金型6の軸方向に移動して螺旋状に供給し、管状の軟質合成樹脂層2を形成する内層成形工程と、高強度繊維からなる織布又は平行に引き揃えた長繊維材料に熱硬化性樹脂を含浸させ、繊維強化樹脂層3を管状に積層成形する外層成形工程とを含み、前記外層成形工程では、金型6の両端部において長繊維材料を鍔返し状に積層し鍔状のフランジ部12を積層成形する。
(もっと読む)
車両用内装部品及びその製造方法
【課題】容易に製造できるとともに、端部の端末精度を向上させつつ、外観の形状や見栄えが良好な車両用内装部品及びその製造方法を提供する。
【解決手段】本車両用内装部品(ドアトリム1)は、第1スキン層2A、樹脂発泡層2B及び第2スキン層2Cを順に備える基材2からなり、第2スキン層側の面が意匠面とされる車両用内装部品であって、その端部には、基材を第2スキン層側から第1スキン層側へ押しつぶした偏平状の舌片部3が形成され、この舌片部は、第1スキン層側に折り曲げられていることを特徴とする。また、第1スキン層側の面であって、折り曲げられた舌片部の先端が到達する位置よりも端部から離れた位置に、舌片部の厚さ寸法tよりも大きい寸法Tで第1スキン層側の面から突出するように形成された突出部4が設けられていることができる。
(もっと読む)
アクリル樹脂成形品の成形方法
【課題】大型のアクリル樹脂成形品であっても、樹脂型による常温成形が可能となって温度制御が容易となり成形が容易となるばかりか、大きな設備を必要としないことから設備コスト・製品コストも抑えられるアクリル樹脂成形品の成形方法を提供する。
【解決手段】アクリル樹脂板P1を用いて表面1aが成形しようとする成形品の表面と同じ形状をなす表側成形板1を成形する工程と、アクリル樹脂板P2を用いて裏面2bが成形しようとする成形品の裏面と同じ形状をなす裏側成形板2を成形する工程と、雄型G1内と雌型G2内にそれぞれ表側成形板1と裏側成形板2を配置し、雄型G1及び雌型G2を合致させ互いに合わさる表側成形板1と裏側成形板2とにより囲まれるように形成される隙間4にアクリル樹脂を注入し、これらを重合し一体化させる工程と、を備えてなる。
(もっと読む)
三次元成形加飾フィルム及びその製造方法並びにそれを用いた加飾成形品及びその製造方法
【課題】加飾樹脂成形品に意匠性を付与するための射出成形同時転写加飾法に用いられる加飾フィルムであって、加飾樹脂成形品の最表面の層として転写される保護層が、電離放射線硬化性樹脂を含有し、かつ保護層が架橋硬化されていても加飾樹脂成形品に良好に転写されると共に、装飾層の転移性を悪化させずに、装飾層と保護層との耐候密着性が良好な加飾フィルムを提供する。
【解決手段】基材11上に、離型層12、保護層13、プライマー層14、及び装飾層15をこの順で積層してなる、射出成形同時転写用の三次元成形加飾フィルム10であって、前記保護層13が、重合性(メタ)アクリレートオリゴマーを含む電離放射線硬化性樹脂組成物の硬化物からなり、かつ前記プライマー層14が、2液硬化型であり、そのガラス転移温度Tgが65℃以上であることを特徴とする三次元成形加飾フィルムである。
(もっと読む)
絶縁成形部品とその製造方法
本発明は、上側部品(7)と下側部品(8)とを備えた絶縁成形部品に関し、本発明によると、気密状態で相互に分離された室(3)としてそれぞれが構成される空洞を内部に有するワンピースの射出成形またはダイカスト部品として上側部品(7)と下側部品(8)とが構成される。このような絶縁成形部品を製造するための対応する方法において、第1方法ステップでは、射出成形又はダイカスト方法の範囲内で上側部品(7)の複合材料が天然材料又はリサイクル材料で作られた添加物とともに第1モールドへ導入されて、第2方法ステップでは、可融コアプロセスの範囲内で下側部品(7)の複合材料が天然材料又はリサイクル材料で作られた添加物とともに第2モールドへ導入され、第2モールドの開口部(1)の手段により外部へ接続される個々の可融体を備える可融コアを第2モールドが有し、第2方法ステップの後で、個々の室(3)を形成するため可融体が溶融される。 (もっと読む)
高強度超高分子量ポリエチレンテープ物品
高強度超高分子量多繊維糸から高強度ポリエチレンテープ物品を生産する方法、およびその方法により作られるテープ物品、布地、積層品、および耐衝撃性材料に関する。 (もっと読む)
1 - 10 / 98
[ Back to top ]