
国際特許分類[B29C70/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 複合材料,すなわち補強材,充填材,あるいは予備成形部品からなるプラスチック材料,例.挿入物の成形 (1,218) | 補強材のみを含むもの,例.自己強化プラスチック (1,200) | 繊維状の補強材のみ (1,074) | 繊維状の補強材の構造に特徴があるもの (540)
国際特許分類[B29C70/10]の下位に属する分類
短繊維を使ったもの,例.マット状の (2)
相当な長さの,あるいは連続した長さの繊維を用いたもの (369)
国際特許分類[B29C70/10]に分類される特許
1 - 10 / 169
複合材のドライプリフォーム及びその製造方法
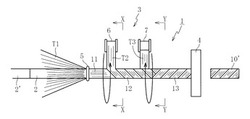
【課題】マンドレルの外周に強化繊維を捲回することによりドライプリフォームを成形するにあたり、歩留まりを高めると共に、長手方向の強化繊維の配置を容易化し、さらに長手方向の強化繊維の密度を高める。
【解決手段】長尺状のマンドレル2を長手方向一方に送りながら、長手方向に沿って引き揃えた強化繊維(繊維束T1)をマンドレル2の外周に供給することによりマンドレル2の全周を覆う長手方向強化繊維層11を形成すると共に、マンドレル2の外周に螺旋状に強化繊維(繊維束T2、T3)を捲回することによりマンドレル2の全周を覆う螺旋方向強化繊維層12、13を形成する。
(もっと読む)
適合可能なブレード

【課題】本発明の目的は、凹状のギャップ又は複雑な形状に適合可能なチューブ状構造体を提供することである。
【解決手段】本発明は、チューブ状構造体(32)に係り、互いに円状の関係を有する複数の軸方向部位(30)と、このチューブ状構造体を形成するようにこの軸方向部位と互いに連結するバイアス部位とを有するチューブ状構造体(32)を開示する。チューブ状構造体の軸方向部位は、この構造体のバイアス部位よりも大きな径を有する。
(もっと読む)
スキン・リブ構造体
【課題】フィラーを用いることなく筒状組紐のコーナ部間の隙間を埋めることができ、製造コストを低減することができるスキン・リブ構造体を提供すること。
【解決手段】中間基材13は、四つのコーナ部12aを有する四角筒状に形成されるとともにコーナ部12aに太型軸方向糸条23aが配列されてなる筒状組紐12を四つ備える。中間基材13は、四つの筒状組紐12が互いのコーナ部12aを隣接させて一体化して形成されている。四つの筒状組紐12における互いに重なり合う一方の面12bでリブ13bが形成されるとともに、他方の面12cでリブ13bが架設されたスキン13aが形成されている。そして、隣接するコーナ部12aの両方が、太型軸方向糸条23aで形成されている。
(もっと読む)
織物基材及び繊維強化複合材料
【課題】強化繊維のクリンプが無く、しかも形態保持性及び賦形性が良く繊維強化複合材料の強化繊維基材に適した織物基材を提供する。
【解決手段】織物基材10は、繊維束からなり互いに平行に配列された複数の強化繊維用経糸11と、繊維束からなり互いに平行にかつ強化繊維用経糸11と交差する方向に配列された複数の強化繊維用緯糸12とを備えている。強化繊維用緯糸12より細い糸条からなり、強化繊維用緯糸12と同方向に延びる補助緯糸13は、強化繊維用経糸11に対して強化繊維用緯糸12の反対側に配列されている。強化繊維用経糸11より細い糸条からなる補助経糸14a,14bは、強化繊維用経糸11と同方向に延びかつ強化繊維用経糸11同士の間に配列され、強化繊維用緯糸12に係合した状態での折り返し及び補助緯糸13に係合した状態での折り返しが混在した状態で配列されている。
(もっと読む)
有機繊維ランダムマット及びこれを用いた繊維複合材料
【課題】特に耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維長5〜300mmの有機強化繊維と、マトリクス樹脂となる熱可塑性樹脂とを含み、有機強化繊維は、目付けが25〜3000g/m2であり、繊度100〜10000dtexの有機強化繊維束(A)と繊度100dtex未満の有機強化繊維(B)とから構成され、該有機強化繊維束(A)の有機強化繊維全量に対する割合が25Vol%以上90Vol%未満であるランダムマット。
(もっと読む)
ランダムマット基材からの成形体の製造方法
【課題】強化繊維と熱可塑性樹脂を含んでなる、寸法安定性、外観、成形性に優れた成形体の製造方法を提供する。
【解決手段】平均繊維長5〜100mmの強化繊維と熱可塑性樹脂を含み、強化繊維の目付が25〜3000g/m2であるランダムマット基材を、以下の工程1および工程2を含んで、工程3により成形する成形体の製造方法であって、下記(1)で定義される臨界単糸数以上で構成される強化繊維束(A)の強化繊維全量に対する割合が20Vol%以上99Vol%以下であり、工程2における搬送に要する時間を15秒以下とする成形体の製造方法。工程1.基材を、熱可塑性樹脂樹の軟化温度以上に加熱する工程、工程2.加熱した基材を金型内に搬送する工程、工程3.金型温度を熱可塑性樹脂の軟化温度未満に調節し、基材を成形する工程。臨界単糸数=600/D(1)(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
熱可塑性複合材料形成用等方性ランダムマットの製造方法
【課題】強化繊維と熱可塑性樹脂からなる複合材料用の等方性ランダムマットを効率的に製造する方法を提供する。
【解決手段】複数の強化繊維からなるストランドYを長手方向に沿って連続的にスリットして複数の細幅ストランドにした状態で、切断・解繊装置14にて平均繊維長3〜100mmに連続的にカットし、カットした強化繊維束に気体を吹付けて開繊させ、これを熱可塑性樹脂供給部15からの粉粒体状又は短繊維状の熱可塑性樹脂とともに、通気性支持体16上に散布し堆積・定着させることにより、上記強化繊維と上記熱可塑性樹脂とが混在する等方性ランダムマットMを形成する。このランダムマットMを加熱加圧することにより、薄肉で物性の良好な熱可塑性複合材料となる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体及びそれを用いた車両用内装材を提供する。
【解決手段】本発明の繊維強化樹脂成形体100は、繊維強化樹脂用シート1、3と樹脂発泡体シート2とを貼りあわせた繊維強化樹脂成形体であって、繊維強化樹脂用シート1、3は、樹脂発泡体シート2の両側の主面上にそれぞれ配置されており、樹脂発泡体シート2の一方の主面に接している第一繊維強化樹脂用シート1の目付が、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の目付より大きい。繊維強化樹脂成形体100は、車両用内装材として用いることができる。
(もっと読む)
繊維強化樹脂成形体及びそれを用いた車両用内装材
【課題】高温での垂れ下がりが軽減された繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂成形体100において、樹脂発泡体シート2の両側の主面上に複合繊維が一方向に配列された一方向シートを1層以上含む繊維強化樹脂用シート1、3が配置されており、樹脂発泡体シート2の一方の主面と接している第一繊維強化樹脂用シート1の一方向シート1cにおける複合繊維の配列方向と、樹脂発泡体シート2の他方の主面と接している第二繊維強化樹脂用シート3の一方向シート3cにおける複合繊維の配列方向が異なっている。また、第一繊維強化樹脂用シート1と第二繊維強化樹脂用シート3は、対応する一方向シートを2層以上含み、第一繊維強化樹脂用シート1における一方向シートの積層順と、第二繊維強化樹脂用シート3における一方向シートの積層順が異なっていることが好ましい。繊維強化樹脂成形体100は、車両用内装材といて用いられる。
(もっと読む)
繊維強化複合材料
【課題】スキン−ウェブ構造のような複雑な形状の場合でも、特殊な製造方法を行わずに、擬似等方性の積層繊維束層を強化繊維として反りを低減することができる繊維強化複合材料を提供する。
【解決手段】繊維強化複合材料11は、強化繊維からなる繊維束層が複数積層されてなる積層繊維束層の状態でマトリックス中に複合化されている。そして、中立面16を挟んで片側における繊維配向角度が+θの繊維束層である+θ層の数と、繊維配向角度が−θの繊維束層である−θ層の数とが同じであり、繊維束層の積層順は基準面に対して逆対称とし、かつ+θ層と−θ層との間に配置される他の繊維束層の数が同じである。
(もっと読む)
1 - 10 / 169
[ Back to top ]