
国際特許分類[B29D29/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | ベルトまたはバンドの製造 (302) | 有歯駆動ベルト (82)
国際特許分類[B29D29/08]に分類される特許
1 - 10 / 82
歯付きベルト
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
摩擦伝動ベルト及びその製造方法
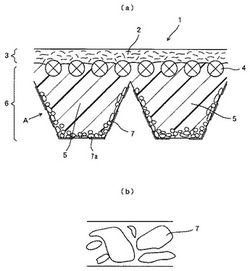
【課題】プーリ係合面の摩擦係数を小さくして、プーリのミスアライメントやスティックスリップによる騒音や異音を低減できる摩擦伝動ベルトを提供する。
【解決手段】摩擦伝動ベルト1において、プーリに係合又は接触するための圧縮ゴム層6の摩擦伝動面に、ポリエチレン系樹脂で形成された滑剤7を、前記摩擦伝動面の面積に対して20%以上(特に20〜80%)の面積割合で付着させる。前記滑剤7は、粒状滑剤及び/又は扁平状滑剤を含む。前記摩擦伝動ベルトは、摩擦伝動面の近傍に滑剤が埋設されていてもよい。前記圧縮ゴム層はエチレン−α−オレフィンエラストマーを含んでいてもよい。前記摩擦伝動ベルトは、バインダー成分を介在させることなく、滑剤が圧縮ゴム層に付着していてもよい。前記粒状滑剤は低密度ポリエチレンで形成されていてもよい。前記扁平状滑剤は、粒状滑剤が加硫成形工程で薄肉化した滑剤であってもよい。
(もっと読む)
歯付ベルトの製造方法

【課題】周方向で均一な強度を有する心線と歯布を形成でき、高強度で信頼性の高い歯付ベルトを製造することのできる歯付ベルトの製造方法を提供する。
【解決手段】円筒状のマンドレルの外周面にブレーディングによって歯布を形成し、マンドレルの内部に配置された成形型の周りに歯布を配置する第1の工程と、成形型の周りに歯布を配置した姿勢で歯布とマンドレルを分離する第2の工程と、歯布の周りにブレーディングによって心線を形成する第3の工程と、心線と歯布とベルト歯部とベルト溝部をベルト材で一体とする第4の工程からなり、第4の工程において、歯布が成形型側に案内されて歯付ベルトのベルト歯部とベルト溝部の表面に配置される。
(もっと読む)
歯付ベルトの製造方法
【課題】歯付ベルトを構成する素材の特性を変化させることなく、歯付ベルトの歯側に磁性体材料を容易に固着することができる歯付ベルトの製造方法を提供する。
【解決手段】歯部が歯布14により覆われた歯付ベルトの製造方法であって、所定強度の磁界を発生する磁性体粉末などの磁性体材料を、溶射装置20により歯布14の裏面に溶射する溶射工程を含み、この溶射工程では、冷却装置30により歯布14を冷却しながら歯布14の裏面に磁性体材料をコールドスプレー溶射することを特徴とする。
(もっと読む)
動力伝動用ベルトの製造方法
【課題】切削屑、研削屑、又は研磨屑のようなスクラップの発生を無くし、圧縮ゴム層のコグ山部と接着ゴム層との界面付近に発生するピンホールを阻止し、ベルト走行時における早期の亀裂発生を阻止した動力伝動用ベルトの製造方法を提供する。
【解決手段】圧縮ゴム層となる補強布40と圧縮ゴム用シート55を、突状部と溝状部を交互に設けた成形型41に巻き付けた後に、歯部64と溝部65を交互に設けた押付材66によって加熱下で加圧してコグ部とともに背面61に凹凸パターン面68を有する未加硫のスリーブ60を成形する。凹凸パターン面68をもつスリーブの背面61に少なくとも心線および伸張ゴム層となる材料を順次巻き付けてベルト成形体を作製後、該ベルト成形体を加熱加圧して加硫成形する、動力伝動用ベルトの製造方法である。
(もっと読む)
歯付ベルトとその製造方法
【課題】心線の作製が容易であり、騒音等の発生を抑制でき、ベルト歯部の歯元部が強化されて破損が抑制された歯付ベルトとその製造方法を提供する。
【解決手段】アラミド繊維からなる芯糸1とナイロン繊維からなる花糸2から構成される心線3をその内部に有し、ベルト歯部4とベルト溝部5が交互に形成され、ゴム7でそれらが一体となっている。ここで、芯糸1と花糸2が一体に撚り合わされて、芯糸1の周りに花糸2が複数のループ状に形成されており、ループ状の花糸2が歯元部9に入り込んで配置されることで、ベルト歯部4の歯元部9が強化される。
(もっと読む)
歯付ベルトの製造方法
【課題】熱可塑性エラストマーの供給量を少なくして成形を行なうことができる歯付ベルトの製造方法を提供する。
【解決手段】外周に所定間隔で歯成形溝4を設けて形成される成形ドラム5と、成形ドラム5の外周に面して配設された押圧バンド6を用いる。そして成形ドラム5を回転させつつ、予め成形した歯部3を成形ドラム5の歯成形溝4にはめ込んで、この上から、平行に配置された複数本の心線2を成形ドラム5の外周に送ると共に押出機の押出ヘッド7より溶融状態の熱可塑性エラストマー8を成形ドラム5の外周に送り出す。次に成形ドラム5の回転により押圧バンド6と成形ドラム5の間に心線2と熱可塑性エラストマー8を巻き込んで、押圧バンド6による押圧力で熱可塑性エラストマー8を成形ドラム5の外周に加圧してベルト本体部1を成形すると共に、ベルト本体部1を成形する熱可塑性エラストマー8と歯成形溝4内の歯部3とを溶融接着させる。
(もっと読む)
歯付きベルト
【課題】歯付きベルトの強度を低下させることなく、歯布の隙間にゴムを充填させる。
【解決手段】歯付きベルト10は、一方の面に長手方向に沿って歯部14と歯底部15を交互に設け、第1のゴム組成物を加硫して形成した歯ゴム部11と、歯ゴム部11の一方の面に積層して、第1のゴム組成物とは組成が異なる第2のゴム組成物を加硫して形成した歯表面ゴム層16と、歯表面ゴム層16を覆うように設けた歯布20とを備える。歯表面ゴム層16の少なくとも一部は、歯布20の隙間に充填されて、歯布20表面に露出する。
(もっと読む)
ゴム転写ベルト
【課題】ベルトのプーリに対する摩擦係数を低減させる。
【解決手段】歯付きベルト10は、歯部14と歯底部15とを交互に形成した歯ゴム部11と、歯ゴム部11の表面に設けた薄層の歯表面ゴム層16と、歯表面ゴム層16を被覆する歯布20とを備える。歯表面ゴム層16の少なくとも一部は、歯布20の隙間に充填し歯布20の表面に露出する。歯表面ゴム層16は半加硫状態に加硫する。ベルト10は、プーリに掛けられ回転するとき、表面に露出する歯表面ゴム層16の一部が、プーリ表面に転写する。
(もっと読む)
ゴムクローラ、ゴムクローラ組立体、及び、ゴムクローラ製造方法
【課題】製造時に、金型内に芯金を容易かつ確実に位置決めすることができるゴムクローラ、ゴムクローラ組立体、及び、ゴムクローラ製造方法を提供する。
【解決手段】ゴムクローラ10は、ゴムクローラ周方向に所定間隔で複数設けられ、長手方向がゴムクローラ幅方向に沿っている芯金15を備え、芯金15は、ゴムクローラ内周面側に突出する一対の突起部と、突起部の先端部に形成され、先端部のそれぞれ少なくとも一部で凹んだ形状とされ、突起部を下方に向けて芯金15をゴムクローラ加硫成形用の金型の所定位置に配置すると金型に当接する被支持部と、を有する。
(もっと読む)
1 - 10 / 82
[ Back to top ]