
国際特許分類[B29D29/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | ベルトまたはバンドの製造 (302) | V字形断面を有する駆動ベルト (31)
国際特許分類[B29D29/10]に分類される特許
1 - 10 / 31
摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置
【課題】プーリと摩擦伝動ベルトとの間で異音が生じることを抑制でき、且つ、製造にかかる手間及び時間が少なくて済む、摩擦伝動ベルトの製造方法、摩擦伝動ベルト、及び摩擦伝動ベルトの製造装置を提供する。
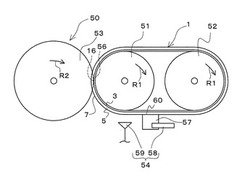
【解決手段】圧縮ゴム層5に心線及び短繊維が埋設された構成を有するベルトスリーブ1の圧縮ゴム層5の外周面7に、プーリに当接する摩擦伝動面を形成する工程が施される。工程では、ベルトスリーブ1を一対のロール51,52に巻き掛け、ベルトスリーブ1にテンションを生じさせた状態で、ベルトスリーブを一対のロール51,52を用いて回転させる。この際、研削ホイール53は、回転させられながらベルトスリーブ1の外周面7に当接されている。また、ベルトスリーブ1と研削ホイール53との接触面16,56には界面活性剤が供給される。
(もっと読む)
Vリブドベルトの製造方法

【課題】リブ部を研磨せずに一つの工程のみで成形でき、張力低下も少ないVリブドベルトの製造方法を提供する。
【解決手段】伸張部2と、ベルトの周方向に延びる複数のリブ7を有する圧縮部6と、伸張部2と圧縮部6との間にベルト長手方向に沿って埋設される心線3とからなるVリブドベルト1の製造方法であって、内周面にリブ型を刻設した外型と、外周面に可撓性ジャケットを装着した内型からなるベルト加硫機を用い、可撓性ジャケットの表面に伸張部2と、100N掛けたときの伸びが2〜4%、200N掛けたときの伸びが5〜10%であり、収縮応力が5〜15Nのポリエステル心線3と、圧縮部6とを順次巻き付けた後に、可撓性ジャケットを膨張させて伸張部2、ポリエステル心線3、圧縮部6を一度に伸張させるとともに、圧縮部6を外型のリブ型に密着させて加硫し、脱型した加硫ベルトスリーブを所定幅に切断して得られるVリブドベルト1の製造方法。
(もっと読む)
Vリブドベルトの製造方法
【課題】リブ部を研磨せずに一つの工程のみで成形でき、張力低下も少ないVリブドベルトの製造方法を提供する。
【解決手段】伸張部2と、ベルトの周方向に延びる複数のリブ7を有する圧縮部6と、伸張部2と圧縮部6との間に埋設される心線3とからなるVリブドベルト1の製造方法であって、内周面にリブ型を刻設した外型と、外周面に可撓性ジャケットを装着した内型からなるベルト加硫機を用い、可撓性ジャケットの表面に伸張部2と、200N掛けたときの伸びが2〜4%、300N掛けたときの伸びが4〜6%であり、収縮応力が15〜25Nのポリエチレンナフタレート心線3と、圧縮部6とを順次巻き付けた後に、可撓性ジャケットを膨張させて伸張部2、ポリエチレンナフタレート心線3、圧縮部6を一度に伸張させるとともに、圧縮部6を外型のリブ型に密着させて加硫し、脱型した加硫ベルトスリーブを所定幅に切断して得られるVリブドベルト1の製造方法。
(もっと読む)
高負荷伝動用Vベルト及びその製造方法
【課題】高負荷伝動用Vベルトのブロックの耐衝撃性を向上させる。
【解決手段】高負荷伝動用VベルトBは、複数のブロック10がベルト長さ方向に並ぶように配設されると共にそれぞれがエンドレスの張力帯20に係止され、複数のブロック10の両側面11がプーリ接触面に構成されている。複数のブロック10のそれぞれは、金属補強材13と、金属補強材13を被覆すると共にプーリ接触面を構成する両側面11を形成するように設けられマトリクス樹脂にカーボン短繊維が添加されたカーボン短繊維補強樹脂で形成された樹脂被覆層14と、を有する。樹脂被覆層14を形成するカーボン短繊維補強樹脂に含まれるカーボン短繊維は、複数のブロック10のそれぞれの両側面11において、上下方向に配向している。
(もっと読む)
ラップドVベルトの製造方法及び成形型
【課題】ベルト成形体製造の作業時間を短縮する。
【解決手段】ラップドVベルト製造方法には、成形工程と、加硫工程とが含まれる。成形工程においては、成形溝1dが形成された成形型1を用いて、環状のベルト成形体を成形する。加硫工程においては、成形後のベルト成形体を加硫する。また、加硫工程においては、成形型1の一部である第2型12を加硫型として使用し、当該加硫型にベルト成形体が取り付けられた状態のまま、当該ベルト成形体を加硫する。
(もっと読む)
動力伝動用ベルトの製造装置及び動力伝動用ベルトの製造方法
【課題】センターベルトに対して複数のブロックを正確な位置に精度良く且つ速やかに装着でき、装置構成や製造工程の簡素化を図ることができる。
【解決手段】レール12は、載置された複数のブロック102を一方向に配列させる。ベルト保持機構13は、載置されたセンターベルト101aをその周方向に回転自在に保持してその一部をレール12の先端部12aの下方に配置する。付勢機構14は、複数のブロック102をレール12に沿ってその先端側に向かって付勢する。位置決め機構15は、レール12の先端側で、下方のセンターベルト101aに対し、先頭ブロック112の位置を嵌合溝107aが対向するよう位置決めする。先頭ブロック112がセンターベルト101aに向かって順次打ち込まれ、センターベルト101aに対して複数のブロック102が配列されて装着される。
(もっと読む)
ラップドVベルトの製造方法
【課題】作業負荷を大幅に軽減するとともに、飛躍的に製造工程の簡素化や製造装置の高効率化を図る。
【解決手段】V芯ゴム16をカバー帆布15に複数本平行に付着させたカバー付V芯ゴム11を形成する(S101)。第1のV状溝17aにカバー帆布15とともにV芯ゴム16を嵌め込みながら金型ユニット17に対してカバー付V芯ゴム11を巻き付け、その両端を接合する(S102)。V芯ゴム16の表面に心線19と上芯ゴム20を巻き付ける(S103)。上カバー帆布21を積層し、一体化された複数の未加硫ベルト22を金型ユニット17の周囲に形成する(S104)。未加硫ベルト22を加硫する(S105)。複数のリング金型18に解体し、カバー帆布15及び上カバー帆布21を切断して複数のラップドVベルト23を形成する(S106)。
(もっと読む)
Vリブドベルト及びその製造方法
【課題】優れた異音抑制効果が長期に亘って持続するVリブドベルト、及びその製造方法を提供する。
【解決手段】VリブドベルトBは、複数のVリブ14のそれぞれがゴム組成物で形成されたVリブ本体15表面に接着剤層16を介して短繊維17がVリブ14表面から突出するように貼設されて構成されており、接着剤層16は、Vリブ14のリブ先端部の厚さが10〜50μmであると共にリブ側面部の厚さが50〜200μmであり、且つ前者の方が後者よりも薄いことを特徴とする。VリブドベルトBの製造方法は、Vリブ本体15表面を覆うように第1接着剤層16aを形成した後、リブ先端部に対応する部分の第1接着剤層16aを除去してその上に第2接着剤層16bを形成することにより、接着剤層16を構成する。
(もっと読む)
ラップドVベルトの加硫方法及びラップドVベルトの加硫装置
【課題】リング金型の組立及び解体という高負荷の作業を廃止し、作業負荷の飛躍的な軽減と製造効率の飛躍的な向上とを図る。
【解決手段】外被布で周囲が覆われた環状のベルト100を加硫してラップドVベルトを製造する。ベルト装着領域50aでは、駆動ドラム11aの外周において軸方向に沿って螺旋状に連続して延びるよう形成されたV状溝26に対して未加硫状態のベルト100が嵌め込まれ、一対のドラム11にベルト100が架け渡されるように装着される。一対のドラム11の軸間距離が調整され、ベルト100に張力が付与される。加硫領域50bでは、駆動手段16によって駆動ドラム11aが回転駆動されて軸方向に移動するベルト100が、加熱手段14によって加熱されて加硫される。
(もっと読む)
Vリブドベルト
【課題】スリップや異音の発生を抑制して動力伝動性や静音性を向上することができ、優れた耐熱屈曲を兼ね備えたVリブドベルトを提供する。
【解決手段】接着ゴム層1とその内側のリブゴム層2を備えると共にベルト長手方向に沿って心線4が埋設され、リブゴム層2にベルト長手方向に沿うリブ5が形成されたVリブドベルトに関する。リブ5は、リブゴム層2を加圧して成形される溝6の間に形成されると共に、リブ5の表面のプーリに接触する摩擦伝動面に短繊維7を固着した植毛層8が設けられている。またリブゴム層2は、エチレン・α−オレフィンエラストマー100質量部に対して溶解度指数が8.3〜10.7(cal/cm3)1/2の可塑剤を5〜25質量部、固体潤滑剤を5〜50質量部配合したゴム組成物で構成されている。さらに接着ゴム層1は、上記の可塑剤を含有しないエチレン・α−オレフィンエラストマーを用いたゴム組成物で構成されている。
(もっと読む)
1 - 10 / 31
[ Back to top ]