
国際特許分類[B29D30/38]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | 空気タイヤもしくは中実タイヤまたはその部品の製造 (2,668) | 空気タイヤまたはその部品 (2,533) | 織物挿入物,例.コードまたはキャンバス層 (226)
国際特許分類[B29D30/38]の下位に属する分類
タイヤ組立て前の織物挿入物の化学的予備処理 (34)
ビードリングのない無端状織物バンド (1)
ドラムへ装着する前の層の引張りまたは処理 (15)
織物挿入物の所定形状への切断 (37)
国際特許分類[B29D30/38]に分類される特許
1 - 10 / 139
タイヤ用プライ材料の製造装置
【課題】タイヤ用プライ材料を高精度でかつ効率よく形成する。
【解決手段】第1のロボットアームの先端に、搬入位置の切断片の第1の接続用端縁部を把持する第1の把持具を設けた第1の把持移動装置と、第2のロボットアームの先端に、第2の接続用端縁部を把持する第2の把持具を設けた第2の把持移動装置とを具える。前記第1の把持具は、第1の接続用端縁部におけるコード長さ方向一方側の端部分を把持する一方の把持手段と、他方側の端部分を把持する他方の把持手段とをコード長さ方向に沿って近離移動しうる張設手段を具える。
(もっと読む)
ゴムコーティング装置用のインサータ

【課題】内部通路の内壁面の、コードの通過に起因する擦れ摩耗を有効に抑制しつつ、線径の極めて小さい極細コードの配列姿勢を特定できる、横断面積の小さな内部通路を有するインサータを提供する。
【解決手段】送給されるコードを案内する内部通路2を具え、該内部通路2が、コード送給方向の前方側に向けて通路高さを漸減させた入口側部分3の、コード送給方向の前方側に、通路高さが一定の箇所を有する出口側部分4を設けてなるインサータ1であって、コード送給方向の前方側に配置されて、内部通路2の前記出口側部分4を形成する、貫通孔5aを設けた先端部材5と、該先端部材5の、内部通路2の高さ方向の両側のそれぞれに配置されて、相互の組付け姿勢で、先端部材5を挟み込み保持するとともに、内部通路2の前記入口側部分3を区画形成する、先端部材5よりも低硬度の二個の通路構成部材6,7とを含む三個以上の部材を組み合わせて構成してなる。
(もっと読む)
空気入りタイヤの製造方法
【課題】乗り心地を維持しつつ、高速耐久性能及び耐ノイズ性能を向上しうる。
【解決手段】空気入りタイヤ1の製造方法である。この製造方法は、ショルダー帯状プライ11Pを巻回してショルダーバンド層11を形成する工程と、センター帯状プライ12Pを巻回してセンターバンド層12を形成する工程とを含む。そして、ショルダーバンド層11のエンズEs(本/5cm)とショルダーバンドコード11cの1.5%伸張時の荷重Ls(N)との積、及びセンターバンド層12のエンズEc(本/5cm)とセンターバンドコード12cの1.5%伸張時の荷重Lc(N)との積を、所定の範囲に限定する。
(もっと読む)
カーカスバンド成型システム及び該カーカスバンド成型システムを用いたカーカスバンドの成型方法
【課題】内外2層の円筒状カーカスプライ素材を備えてなるカーカスバンドの成型に係る時間を短縮するカーカスバンド成型システム、及びカーカスバンドの成型方法を提供する。
【解決手段】本発明のカーカスバンド成型システムは、第1及び第2の未加硫帯状カーカスプライ素材を供給する供給手段10と、第1及び第2の円筒状カーカスプライ素材を成型する、第1及び第2の、それぞれ少なくとも1個の成型ドラム20A、20Bを、各成型ドラムの中心軸線m1、m2の周りに回転可能に支持するとともに、供給手段10に隣接する位置と離隔する位置との間で変位させるドラム支持手段30と、各成型ドラム20A、20Bの周りに供給された未加硫帯状カーカスプライ素材の両端部を接合する外側接合手段40と、第1の成型ドラム20A上で円筒状に成型された第1の円筒状カーカスプライ素材を外周面側から保持する移載手段50を備える。
(もっと読む)
空気入りタイヤ
【課題】内圧保持性能を損なうことなく軽量化の達成された空気入りタイヤ34の提供。
【解決手段】このタイヤ34は、カーカス42の内側に位置するライナー46を備える。ライナー46は、カーカス42の内側に沿って一方のビードと他方のビードとの間に架け渡された第一インナーライナー66と、それぞれがベルト44の端62aから第一インナーライナー66に沿って半径方向略内向きに延びる一対の第二インナーライナー68とを備える。第二インナーライナー68は、第一インナーライナー66とカーカス42との間に位置している。第一インナーライナー66は、第一ゴム組成物が架橋されて形成される。第一ゴム組成物の基材ゴムは、ブチル系ゴムを含む。第二インナーライナー68は、第二ゴム組成物が架橋されて形成されている。第二ゴム組成物の基材ゴムは、ジエン系ゴムを含む。
(もっと読む)
タイヤ構成部材の接合装置及び製造方法
【課題】タイヤ構成部材の端部同士の接合後に、端部の表面に生じる凹凸を低減する。
【解決手段】接合装置1は、タイヤ構成部材Sの端部同士を接合する。一対の接合部材10は、タイヤ構成部材Sの端部上を転動して、互いに噛み合う歯間でタイヤ構成部材Sの端部同士を噛み込んで接合する。第1の押付手段30は、一対の接合部材10をタイヤ構成部材Sの端部に押し付ける。磨り潰しローラ20は、接合後のタイヤ構成部材Sの端部上を転動して端部の表面を磨り潰す。第2の押付手段40は、磨り潰しローラ20を接合後のタイヤ構成部材Sの端部に押し付ける。
(もっと読む)
帯状ゴム部材繰出し装置
【課題】未加硫帯状ゴム部材の繰出し走行速度の制御精度を高めて、伸長量等のバラツキを抑制して、優れたユニフォミティを確保することができる、未加硫帯状ゴム部材繰出し装置を提供する。
【解決手段】ライナー22を挟んで巻回される未加硫帯状ゴム部材21の巻回ロール3を支持して、該帯状ゴム部材の繰出し走行を司る繰出し軸2と、該繰出し軸から繰出し走行される未加硫帯状ゴム部材に挟んだライナーを所要の速度で引き出すライナー駆動手段5と、該ライナーを巻取る巻取り軸6と、ライナーが巻取られた未加硫帯状ゴム部材をフェスツーンの存在下で搬送する伸縮コンベア7とを具える帯状ゴム部材の繰出し装置であって、前記フェスツーンの発生位置に対応させて配設されて、フェスツーンの最大撓み量を計測する撓みセンサ9と、計測された最大撓み量と目標撓み量との差に応じて、ライナー駆動手段のライナー引き出し速度VLを制御する制御手段とを具える。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置
【課題】高効率且つ高精度の端面接合を実現し得る空気入りタイヤ用のカーカスプライ素材の端面接合方法及び接合装置を提供する。
【解決手段】本発明の空気入りタイヤ用のカーカスプライ素材の端面接合方法は、カーカスプライ素材3の巻付け始端側の端部分3aを、成型ドラム2の一方の吸着手段4aに吸着させて該成型ドラム2を回動変位させ、巻付け終端側の端部分3bを、他方の吸着手段4bに吸着させて、前記カーカスプライ素材3を巻き付け、成型ドラム2を縮径変形させて始終夫々の端部分3a,3bを相互に接近させるとともに、カーカスプライ素材3の各々の前記端部分3a,3bに撓み部8を形成した後、外側引寄せ爪6及び内側引寄せ爪5の夫々を作動させて始終の夫々の端面3c,3dを接合させる。
(もっと読む)
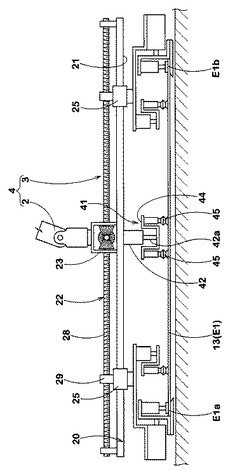
タイヤ成型装置
【課題】ゴム部材をタイヤに当てて巻き付ける際に、曲率半径を複数持つ複雑な形状のタイヤに対して、容易かつ正確に、巻付装置を垂直に押し付けることができるようにする。
【解決手段】連続したゴム部材を巻付装置により回転駆動される被成型体に螺旋状に巻き付けてタイヤを成型するタイヤ成型装置であって、前記巻付装置を、互いに直交するY軸及びX軸に沿ってそれぞれ駆動制御する手段、Y軸及びX軸と直角なZ軸の回りで旋回駆動制御する手段、及び、前記Z軸の旋回位置において被成型体の表面に対して接離する方向に直線駆動制御する手段を備えたタイヤ成型装置である。
(もっと読む)
1 - 10 / 139
[ Back to top ]