
国際特許分類[B29K103/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 樹脂で結合された材料を成形材料として使用 (50)
国際特許分類[B29K103/00]の下位に属する分類
無機材料 (33)
国際特許分類[B29K103/00]に分類される特許
1 - 10 / 17
可動結合体の製造方法
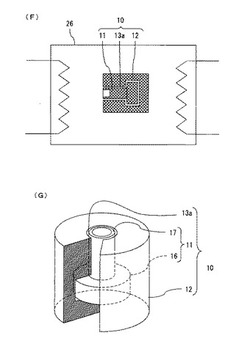
【課題】二つの部材を組み込んだ状態で、アンダーカット形状を成形する可動結合体の製造方法を提供する。
【解決手段】可動結合体10の製造方法は、第1部材11aの表面の少なくとも一部に外覆材13を設ける工程と、前記外覆材13の設けられた部分をキャビティ23に内包させる工程と、キャビティ23に流動体15を充填する工程と、この流動体15を固化させて第2部材12aにする工程と、第1部材11a、前記外覆材13及び第2部材12aの一体化物10aを取り出す工程と、前記一体化物10aを焼結することにより、第1部材11aと第2部材12aに含まれる樹脂バインダ及び外覆材13を熱分解気化して除去し、第1部材11に対し第2部材12が可動できるように結合させる工程とより成る。
(もっと読む)
繊維強化樹脂複合材料
【課題】優れた強度及び耐衝撃性、振動減衰特性を兼ね備えた繊維強化樹脂複合材料を提供することにある。
【解決手段】有機繊維からなる繊維構造体と、無機繊維からなる繊維構造体とが積層され、これらに樹脂が含浸されてなる繊維強化樹脂複合材料であって、該繊維強化樹脂複合材料全体における有機繊維:無機繊維の体積比が10:90〜50:50であり、該繊維強化樹脂複合材料の少なくとも一方の表面から、該繊維強化樹脂複合材料の厚みの1/3に相当する外層部分には、有機繊維からなる繊維構造体のみ、もしくは、無機繊維からなる繊維構造体および有機繊維からなる繊維構造体が配されており、該外層部分に含まれる有機繊維の体積比率が、該外層部分に含まれる有機繊維および無機繊維の全体積を基準として10%以上であることを特徴とする繊維強化樹脂複合材料とする。
(もっと読む)
基材成形装置

【課題】板状体を再加熱することなく、板状体を段階的にプレスすることで当該板状体に破れや透けが発生することを防止することのできる基材成形装置を提供する。
【解決手段】基材成形装置100は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する加熱装置40と、加熱した板状体Wを予備成形する予備成形型10と、予備成形した板状体Wを本成形する本成形型20と、を備えている。加熱装置40は、加熱炉42と、加熱炉42の内部において板状体Wを吊り下げた状態で搬送する搬送装置50を備えている。予備成形型10は、加熱炉42の内部に設置されている。
(もっと読む)
マグネットローラの製造方法
【課題】 従来の成形法では、一次圧(射出圧)によりキャビティ充填量の98wt%を超えた溶融樹脂磁石材料を注入していたが、成形品内部にボイドが多発し、結果的に軸方向磁束密度のバラツキやリップルが大きくなり、また、本体部の強度も低下し、輸送中や使用中に折れが発生する場合があった。
【解決手段】 マグネットローラ本体部外径がφ12mm未満の場合の一次圧(射出圧)と保圧による充填量の割合を、一次圧:保圧=85〜98wt%:15〜2wt%とし、マグネットローラ本体部外径がφ12mm以上φ18mm以下の場合の一次圧と保圧による充填量の割合を、一次圧:保圧=92〜98wt%:8〜2wt%とし、軸部一体型マグネットローラを成形することにより、軸方向磁束密度が均一となり、また本体部の強度が向上する。
(もっと読む)
アウトサート成形品及びその製造方法
【課題】閉塞部材をバイオプラスチックで成形しても、破損することなく確実に基板の開口部に取付けることができるアウトサート成形品及びその製造方法を提供する。
【解決手段】扉11に形成された開口部15を塞ぐ閉塞部材22は、扉11の正面に位置し開口部15を塞ぐ蓋部26と、開口部15を通って扉11の開口部縁部15aを挟む挟持部27と、挟持部27から突出する突起部28とを有している。閉塞部材22は、木質系材料と樹脂材料とを混合してなるバイオプラスチックからなり、この閉塞部材22及び扉11は、アウトサート成形で成形される。
(もっと読む)
インジェクション成形方法によるプラスチック成形物を成形する焼却、再利用が可能な原料。
【課題】石油燃料の枯渇による石油原料の高騰、プラスチックの廃棄の際に排出される排出ガス等による地球環境の悪影響等の様々な原因により、地球規模でプラスチック製品の見直しが考えられ、これらの問題点が発生している。
【構成】本発明は、プラスチック粒子に、木粉粒子又は草粉粒子と、潤滑剤のタルク粒子とを混合し、プラスチック成形原料を生成し、インジェクション成形方法によるプラスチック成形物を成形する焼却、再利用が可能な原料。
(もっと読む)
透気性シートで表面を被覆した木炭ボードの製造方法
【課題】 バインダーとしてグルコマンナンを用いた木炭ボードであって、透気性シートで表面を被覆した木炭ボードを低コストで製造する方法を提供すること。
【解決手段】 金型1の底面に第1のフッ素樹脂板4を敷き詰める工程、第1のフッ素樹脂4の上に全面にわたって植物性不織布6を重ねて敷き詰める工程、第1のフッ素樹脂板4と植物性不織布6が敷き詰められた金型1に木炭成型材料3を流し込む工程、金型1に流し込まれた木炭成型材料3の表面に第2のフッ素樹脂板5を敷き詰める工程、蓋2で蓋をされた木炭成型材料3を加圧成型する工程、金型1からの木炭ボード半加工品の取り出し工程、及び金型1から取り出された木炭ボード半加工品を乾燥・固化させる工程を含んで構成されている。前記木炭成型材料は、粉状若しくは粒状の木炭又はこれらを混合した木炭と少量のグルコマンナン粉とに水を加えて練り合わせする練り合わせ工程を経て得られたものである。
(もっと読む)
繊維成形体及びその製造方法
【課題】植物由来の樹脂を用いることで石油依存度の低減化を図ると共に、エネルギーコストの低減も可能な繊維成形体とその製造方法を提供する。
【解決手段】粉状フェノール化リグニンに液状硬化剤を練り込んで粘土状のフェノール化リグニン樹脂とする。次いで、粘土状のフェノール化リグニン樹脂をシート状にし、繊維シートに積層したうえで非加熱プレスしてプリプレグとする。最後に、当該プリプレグをホットプレスにて所定形状に本成形することで、フェノール化リグニンをバインダとした繊維成形体を得る。
(もっと読む)
木質成形体の製造方法及び木質構造材、車両用内装材、音響用構造材
【課題】所望の3次元形状を有し、木材の寸法安定性に優れ、湿度による樹脂の染み出しの生じにくい成形体が得られる木質成形体の製造方法を提供する。
【解決手段】3官能以上のグリシジルエーテル系樹脂と2官能水性エポキシ樹脂とからなる樹脂成分、または、3官能以上の水性グリシジルエーテル系樹脂を含む樹脂成分を含む樹脂水溶液3を、板状の木材1に含浸させて樹脂含浸木材4とする含浸工程と、樹脂含浸木材4を変形させる曲げ加工工程と、樹脂成分を硬化させることにより樹脂含浸木材4の形状を固定して成形体とする硬化工程とを備える木質成形体の製造方法とする。
(もっと読む)
化粧シートの製造方法及び化粧シート
【課題】本発明は、深みのある優れた美観性を有する化粧シートを簡便に製造する化粧シートの製造方法を提供する。
【解決手段】本発明の化粧シートの製造方法は、凹凸模様を有する型枠に、合成樹脂を結合材とし、形成塗膜の隠蔽率が10%未満であるクリヤー塗料を、使用量50g/m2〜500g/m2で流し込む第一の工程、該クリヤー塗料が硬化する前に、合成樹脂、着色顔料を含み、該着色顔料の顔料容積濃度が0.01%〜40%であるベース塗料を、使用量500g/m2以上で流し込む第二の工程、クリヤー塗料及びベース塗料が硬化した後、脱型する第三の工程、を含むことを特徴とする。
(もっと読む)
1 - 10 / 17
[ Back to top ]