
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
111 - 120 / 257
繊維強化プラスチックの脱型方法、製造方法
【課題】FRPの成形において脱型時間を短縮して成形全体にかかる時間の短縮を図るほか、成形体が薄いものであったり、サンドイッチ構造を含むものであったりしても成形体の意匠面を傷つけずに、脱型装置およびFRPの成形方法を提供すること。
【解決手段】成形された繊維強化プラスチックを成形型から取り出す脱型方法であって、前記成形型もしくは該成形型に設置されたシリンダーに収納された稼動可能なエジェクターピンによって、前記繊維強化プラスチックを押し出して、該繊維強化プラスチックと成形型の間に隙間を設けながら、該隙間に気体を送りこんで、前記繊維強化プラスチックを前記成形型から取り出すことを特徴とする繊維強化プラスチックの脱型方法。
(もっと読む)
管状体の製造方法及び管状体

【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつ織物テープ8を巻き付けるテープ巻き付け工程、上記織物テープ8が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記織物テープ8の除去を行って硬化管状体を得る工程を含む。好ましくは、上記テープ巻き付け工程において織物テープ8に付与される引張応力T1は、5(Mpa)以上150(Mpa)以下とされる。この製造方法では、巻き付け工程後の工程においてマトリクス樹脂が効果的に抜き出されうる。
(もっと読む)
樹脂成形品の製造方法及び成形型並びに外観部材
【課題】多数の樹脂成形品に同一の表面形状を容易に形成することができ、しかも、製造が容易な樹脂成形品の製造方法を提供する。
【解決手段】電鋳により転写された母型17の表面形状の転写面27を型面に備えた成形型35を用い、転写面27に樹脂成形材料を接触させて成形することにより樹脂成形品10を製造する方法であり、転写面27がHv300以上500未満の硬度を有する金属からなり、この転写面27により強化材料を含有する樹脂成形材料を成形する。
(もっと読む)
充填材含有熱可塑性樹脂成形体の製造方法
【課題】充填材の高充填された熱可塑性樹脂組成物の押出成形体について、スムーズに賦形でき、しかも生産性に優れる製造方法を提供する。
【解決手段】充填材の含有量が熱可塑性樹脂組成物全量に対し容量比で40〜80%である熱可塑性樹脂組成物を押出機1で混練したのち、押出成形用金型2から押出し、次いで押出物を、金型の下流側に配設された少なくとも一対以上の回転機構4に挟みこむようにして、賦形することを特徴とする充填材含有熱可塑性樹脂成形体の製造方法。
(もっと読む)
中空板状体における補強部材の固定構造
【課題】補強部材を固定部に容易に取り付けることができるとともに、ガタツキなく固定できるようにする。
【解決手段】中空板状体1は、ブロー成形された熱可塑性性樹脂製であって、間隔をおいて相対する表壁2および裏壁3と、表壁の周辺と裏壁の周辺との間に介在された周囲壁1aとを有しており、中空部9に配置した補強部材6を固定部4において固定することによって補強されている。裏壁3には、金属製筒状体からなる補強部材6が配置される部位に沿って、表壁に向かって窪んだ凹部からなる固定部4が互に間隔をおいて複数設けられており、金属製筒状体には、各凹部に先端が当接する突起部7aが前記裏壁に向かって突設されている。
(もっと読む)
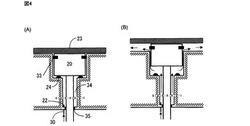
半製品の繊維複合材料製品から、(部分的に)環状であり繊維で強化された、ポリマーを含有する成形品を生産する方法
繊維複合材料の半製品から、(部分的に)環状であり繊維で強化された、ポリマーを含有する成形品を生産する方法であって、回転可能なドラム3の上に多数の環状または部分的に環状の鋳型部品を配置して、該部品が、半製品を収容するための環状のチャネル19、25、33、45、50を備えたループ状の鋳型を形成するようにするステップ、ループ状の鋳型のチャネルに半製品を付与するステップ、遠心力によりマトリクス材は外側に押し進められてチャネル内に存在する空気は内側に移動するような方法で、ドラムを回転させるステップ、ポリマー環を形成するために加熱手段を用いて半製品を硬化させるステップ、ループ状の鋳型からポリマー環を取り出すステップ、を含んでなる方法。 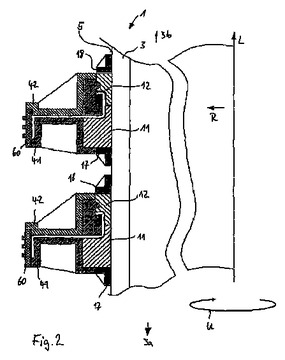 (もっと読む)
(もっと読む)
マイクロ波照射を用いた発泡成形品の製造方法
【課題】マイクロ波照射を用いた発泡成形品の製造において接着工程を別途実施することなく簡便に、織物や皮革等のシート材と強固に一体接着されて外観の良好な発泡成形品を得ること。
【解決手段】内部空洞にシート材とホットメルト樹脂フィルムとを積層して配置した型内に、少なくとも熱硬化性樹脂と水を含む混合物を封入した後、マイクロ波を照射することによって前記樹脂の発泡・硬化及び成形を行い、同時に、成形品の表面への前記シート材の接着を行うことを特徴とする、表面にシート材が接着された発泡成形品の製造方法。
(もっと読む)
ポリプロピレン繊維を含む複合材料および成形体
【課題】 有機重合体マトリックス中に、耐熱性、強度に優れるポリプロピレン繊維を含む、耐熱性、力学的特性、耐久性に優れる複合材料及び成形体の提供。
【解決手段】 7cN/dtex以上の繊維強度と共に、(i)DSCによる吸熱ピーク形状が10℃以下の半価幅を有するシングル形状で、融解エンタルピー変化量(△H)が125J/gあるDSC特性及び(ii)単繊維繊度が0.1〜3dtexで表面に大径の隆起部と小径の非隆起部が繊維軸に沿って交互に存在してなる平均間隔が6.5〜20μmで平均高さが0.35〜1μmの凹凸を有するという凹凸特性の一方又は両方を備えるポリプロピレン繊維を有機重合体マトリックス中に含む複合材料並びに当該複合材料からなる成形体。
(もっと読む)
ポリカーボネート樹脂組成物、ポリカーボネート樹脂成形品及びその製造方法
【課題】ガラスフィラーおよび光沢粒子をそれぞれ特定量含有し、成形物におけるウェルドライン左右における明度差が視認されない、光学特性及び難燃性に優れるポリカーボネート樹脂組成物、同樹脂成形品、及びその製造方法を提供する。
【解決手段】(A)ポリカーボネート−ポリオルガノシロキサン共重合樹脂10〜40質量部を含む芳香族ポリカーボネート樹脂90質量部を超え99質量部以下と(B)前記芳香族ポリカーボネート樹脂との屈折率の差が0.002以下のガラスフィラー1質量部以上10質量部未満とからなる組成物100質量部に対して、(C)光沢粒子0.01〜3.0質量部および(D)反応性官能基を有するシリコーン化合物0.05〜2.0質量部を含むポリカーボネート樹脂組成物、同樹脂組成物を成形してなるポリカーボネート樹脂成形品、および同樹脂組成物を金型温度120℃以上で射出成形することを特徴とするポリカーボネート樹脂成形品の製造方法である。また、必要に応じて該組成物に(E)着色剤0.0001〜1重量部を配合しても良い。
(もっと読む)
ブロー成形用強化ポリアミド系樹脂組成物およびそれを用いたブロー成形品
【課題】 ガラス繊維等の強化材配合ポリアミド樹脂組成物のブロー成形性を改良し、複雑な形状の製品や多くのインサート部品を一体成形する三次元ブロー成形や多次元押出ブロー成形、多層成形等の高度なブロー成形性を有するポリアミド樹脂組成物を提供する。
【達成手段】 相対粘度2.5〜3.8の結晶性ポリアミド樹脂(A)、非晶性ポリアミド樹脂(B)、グリシジル基を2個以上含有する反応基含有アクリル共重合体(C)及び繊維状強化材(D)からなる樹脂組成物であって、該樹脂組成物の示差走査型熱量計(DSC)で求められる降温結晶化温度をTc2N(℃)、前記樹脂組成物の中で前記(B)成分のみを含有しない場合の降温結晶化温度をTc2M(℃)としたとき、下記関係を満足し、かつ前記樹脂組成物の融点より25℃高い温度で、0.5mm/分の剪断速度で測定した溶融粘度が3,000〜40,000Pa・sであることを特徴とするブロー成形用強化ポリアミド系樹脂組成物。 Tc2M(℃)−Tc2N(℃) ≧ 5(℃)
(もっと読む)
111 - 120 / 257
[ Back to top ]