
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
121 - 130 / 257
光拡散板用樹脂組成物及び光拡散板
【課題】低吸水、高硬度で、耐熱性に優れた光拡散板を提供する。
【解決手段】メタクリル酸メチル単位10〜40重量%、メタクリル酸単位2〜20重量%及びスチレン単位40〜92重量%の割合で構成され、重量平均分子量の範囲が80000〜300000である共重合樹脂100重量部に対し、部分的に架橋したシロキサン系重合体粒子、アクリル系重合体粒子又は炭酸カルシウム0.1〜10.0重量部を分散させてなる光拡散板用樹脂組成物、及びそれを厚さ0.5〜3mmの板状に成形して得られる光拡散板。
(もっと読む)
熱可塑性樹脂複合材料成形品の成形方法
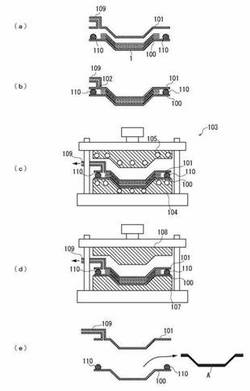
【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
樹脂構造体の製造方法

【課題】 ハニカム形状などの複雑な形状の内部形状を有する中空構造体であっても、その成形を容易に行うことができるとともに、内部の樹脂層と外殻樹脂層とを密着させることができる樹脂構造体の製造方法を提供する。
【解決手段】 ハニカム形状のマクロセル構造体20におけるプリプレグの柔軟性が残留する範囲の硬化深度までマクロセル構造体20を予備加熱して硬化させる。次に、予備加熱したマクロセル構造体20の側壁に沿ってプリプレグ31,32を配置し、予備構造体40を生成する。続いて予備構造体40におけるプリプレグ31,32の内側を真空吸引しながら予備構造体40を加熱する。その後、成形型5内で予備構造体40に対して内圧付与を行うとともに本加熱して予備構造体40を硬化させ、樹脂構造体1を製造する。
(もっと読む)
繊維強化プラスチック製管体の製造方法
【課題】製造中のスチレン拡散防止を図るとともに、高強度で均一な肉厚、外観の優れた繊維強化プラスチック製管体を製造する方法を提供する。
【解決手段】上記製造方法を、筒状の成形型上に被含浸物のシート状の強化繊維基材を配設し、この強化繊維基材の上に、離型材を介して注入樹脂の拡散を促進する樹脂拡散部材を敷設し、これらの強化繊維基材、離型材及び樹脂拡散部材をバッグフィルムによって成形型上に気密に被覆し、このバッグフィルム内を真空減圧状態にしてバッグフィルム内に樹脂を吸引、注入して、強化繊維基材に樹脂を含浸させる繊維強化プラスチック製管体の真空注入成形方法であって、強化繊維基材として繊維編織物、粒状物及び不織布を積層して用いるものとする。
(もっと読む)
プリフォームの製造方法および製造装置
【課題】プリフォーム製造の生産性が高い上に、切り込みを形成したプリプレグを雌型と雄型とで挟んでプリフォームを製造する場合でも、得られるプリフォームにおける皺の発生を抑制できるプリフォームの製造方法および製造装置を提供する。
【解決手段】本発明のプリフォームの製造方法は、シート状のプリプレグ30を切り込んで、その両側を重ね合わせて賦形するプリフォームの製造方法であって、雌型10に取り付けた帯状または棒状の弾性部材40によって、プリプレグの、切り込みの片側の近傍33を雄型20に押圧しながら、プリプレグ30を雄型20により雌型10内に押し込んで賦形する方法である。
(もっと読む)
繊維強化プラスチック構造体の製造方法
【課題】航空機用一次構造部材として用いられ、信頼性に優れる繊維強化プラスチック構造体を、生産性良く、安価に製造することのできる製造方法を提供する。
【解決手段】補強部材を有する繊維強化プラスチック構造体の製造方法において、少なくとも、(A)補強部材配置工程、(B)強化繊維布帛積層体の配置工程、(C)賦形工程、(D)ホットコンパクション工程、(E)樹脂注入含浸工程、(F)樹脂硬化工程を含む、繊維強化プラスチック構造体の製造方法。
(もっと読む)
チョップド繊維束、成形材料、および繊維強化プラスチックの製造方法
【課題】本発明は、マトリックス樹脂とコンパウンドされた成形材料として用いた場合、良好な流動性、成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性を発現するチョップド繊維束の製造方法を提供せんとするものである。
【解決手段】本発明のチョップド繊維束の製造方法は、強化繊維を実質的に一方向に引き揃えてなるチョップド繊維束の製造方法において、連続した複数の繊維束を連続的に走行させ、走行途中の箇所に配された拡幅手段で、拡幅前の繊維束の幅W1と拡幅後の繊維束の幅W2との比率(W2/W1)が1.1〜20の範囲内となるように該繊維束を拡幅した後、拡幅した状態の複数の繊維束を同時に切断することを特徴とするものである。
(もっと読む)
成形材料、繊維強化プラスチックおよびそれらの製造方法
【課題】本発明は、良好な流動性を有し、FRPとした場合に優れた力学物性を発現する経済性に優れた成形材料およびその製造方法ならびに該成形材料を用いたFRPを提供せんとするものである。
【解決手段】本発明の成形材料は、繊維長が5〜100mmの範囲内である強化繊維が実質的に一方向に引き揃えられた、フィラメント本数が10,000〜700,000本の範囲内であるチョップド繊維束がマトリックス樹脂で一体化された成形材料であって、成形材料中におけるチョップド繊維束の繊維束の平均幅Wmと平均厚みtmとの比率(Wm/tm)が70〜1,000の範囲内であり、かつ、チョップド繊維束の平均幅Wmが2〜50mmの範囲内、平均厚みtmが0.02〜0.1mmの範囲内である。
(もっと読む)
石炭灰充填熱可塑性樹脂組成物、それを用いてなる成形体及び該成形体の製造方法
【課題】成形に付しても、クロムメッキされたスクリューやシリンダーを備えた成形機のメッキ面が腐蝕されず、また、加水分解性の熱可塑性樹脂も用いうる石炭灰充填熱可塑性樹脂組成物、該組成物を用いて得られる成形体及び該組成物より成形体を製造する方法を提供する。
【解決手段】石炭灰充填熱可塑性樹脂組成物を、複数種類の熱可塑性樹脂混合物に対して石炭灰が充填された熱可塑性樹脂組成物であって、熱可塑性樹脂の一部にポリ塩化ビニルを含んで成るものとする。該組成物において、ポリ塩化ビニルの熱可塑性樹脂全量に対する含有割合は0.01〜5質量%であるのがよく、熱可塑性樹脂にポリエチレン、ポリプロピレン及びポリスチレンの中から選ばれた少なくとも一種を含むのがよい。石炭灰充填熱可塑性樹脂成形体は該組成物の溶融混練物を成形してなるものであり、該組成物を溶融混練成形することにより得られる。
(もっと読む)
取付部を有する樹脂部品
【課題】取付孔を有する取付部においてウエルド部での亀裂を防止する。
【解決手段】本体部と射出成形により一体成形された板状の取付部20は、射出成形時に取付孔221の樹脂流れ下流側に生ずるウエルドラインL上で取付部20の端縁23aから延びて突出した突部としての三角突起24を有している。この三角突起24は、射出成形時にウエルドラインLで衝突して合流した合流樹脂が流れ込んで凝固することで形成されたものである。取付孔221を起点として延びるウエルドラインLの端末は、三角突起24の先端まで延びていない。このため、三角突起24により、ウエルド部で発生する亀裂を効果的に抑えることができる。
(もっと読む)
121 - 130 / 257
[ Back to top ]