
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
141 - 150 / 257
異型押出し成形用材料及び異型押出し成形体
【課題】高粘度特性、低温耐衝撃性に優れたポリアミド樹脂組成物からなる異型押出し成形用材料、及びそれを成形してなる異型押出し成形体を提供する。
【解決手段】数平均分子量が25000以上の脂肪族ポリアミド樹脂(A)、芳香族ポリアミド樹脂(B)、及び温度230℃、荷重2160gで測定したMFRが0.1〜3.0g/10分である耐衝撃材(C)を含む樹脂組成物であって、キャピログラフを用いて、温度250℃、せん断速度12.16sec-1 の条件下で測定した溶融粘度が28000Pa・s以上であり、−40℃におけるノッチ付アイゾット衝撃強度(厚み1/4インチ)が700J/m以上であるポリアミド樹脂組成物からなる異型押出し成形用材料、及びそれを異型押出し成形してなる異型押出し成形体である。
(もっと読む)
フィラー高充填樹脂組成物、錠剤の製造方法およびそれからなる成形品
【課題】 本発明は、溶融成形が可能で、加工時の金型腐食がなく、得られた成形品は、高強度で用いるフィラーの特性を高効率に発揮することを可能とした従来得られることができなかったフィラー高充填熱可塑性樹脂組成物およびそれから得られる成形品の提供。
【解決手段】(a)重量平均分子量(Mw)が1万以上、重量平均分子量/数平均分子量(Mn)で表される分散度が2.5以下のポリアリーレンスルフィド5〜50容量%と(b)無機フィラー95〜50容量%からなるフィラー高充填樹脂組成物。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を型開き方向に所定量移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記発泡性樹脂を前記ブロー成形体内に注入する際に、前記ブロー成形体内に注入された前記発泡性樹脂が発泡することを抑制するように前記ブロー成形体内の圧力が制御されることを特徴とする。
(もっと読む)
プリフォームおよびその製造方法並びにFRPの製造方法

【課題】コーナー部を有するFRP成形時における強化繊維基材や副資材のブリッジを防止し、コーナー部における厚みを所定の厚みに維持するとともに、コーナー部に樹脂リッチ部分やボイドを発生させないようにした、プリフォームの製造方法、およびその方法により製造されたプリフォーム、並びにFRPの製造方法を提供する。
【解決手段】強化繊維基材を用いて形成される、コーナー部を有するFRP成形用のプリフォームを製造するに際し、少なくともコーナー部およびその両側部分にわたって、強化繊維基材に副資材を一体化した状態に、プリフォームを賦形することを特徴とするプリフォームの製造方法、およびその方法により製造されたプリフォーム、並びにその方法により製造されたプリフォームを用いるFRPの製造方法。
(もっと読む)
複合構造緩衝体
【課題】三次元複合構造体を用いた応力変位特性に優れた複合構造緩衝体を提供する。
【解決手段】線条ロッドが三次元に斜交配列してなる線条体の空隙が可撓性マトリックスによって充填された複合構造体からなり、該複合構造体が剛性仕切板を挟んで積層された構造を有することを特徴とし、橋台と橋桁端との間に介設され、橋梁の耐震構造部材として好適な複合構造緩衝体。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部へ発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を型開き方向に所定量移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品24の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に、真空装置40を用いて前記コア部のキャビティ面13cに設けられた開口部15を通じて前記成形型のキャビティを減圧させることにより、前記ブロー成形体の膨張に伴って前記ブロー成形体の延伸される部分を、該ブロー成形体の延伸される部分に対向する前記コア部のキャビティ面に吸着させることを特徴とする。
(もっと読む)
プリフォームおよびその製造方法
【課題】複数のビード部が配列されたプリフォームを、強化繊維基材に皺やブリッジを発生させることなく、所定の形状に正確に効率よく賦形する。
【解決手段】平面部と、該平面部から隆起した複数のビード部とを有するFRPを成形するためのプリフォームを製造する方法であって、型平面部と型ビード部を有する賦形型上に強化繊維基材を配置する工程と、その上からラバーシートで覆う工程と、中央部にて型ビード部間に位置する型平面部部位において、ラバーシート上に錘を配置する工程と、その両側の各型平面部部位に対応する各位置において、順次所定数に至るまで錘を配置していく工程と、所定数の錘を配置した後、ラバーシートで密閉された内部を減圧して該ラバーシートにより強化繊維基材を賦形型に押し付け賦形型に密着させて賦形する工程とを有することを特徴とするプリフォームの製造方法、およびその方法により製造されたプリフォーム、そのプリフォームを用いて成形されたFRP成形品。
(もっと読む)
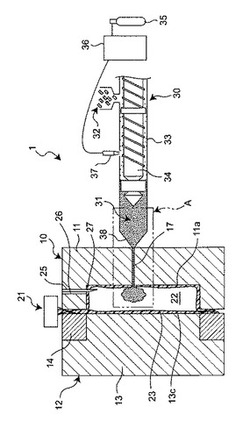
シートモールディングコンパウンド用の成形型、及びシートモールディングコンパウンド成形品の製造方法
【課題】軟化樹脂の流れが変化する部分でも、含有されている短強化繊維が不足することがなく、ウェルド部等の流れが変化する部分で割れにくい成形品を成形することができるシートモールディングコンパウンド用の成形型を提供する。
【解決手段】短強化繊維を含む未硬化の樹脂からなるシートモールディングコンパウンド(SMC樹脂材料)30を加熱して軟化樹脂とし、該軟化樹脂を加圧して成形するキャビティ2を有した成形型1であって、キャビティ2は、軟化樹脂がキャビティ内を流動して該キャビティ内に充填される際に、その流動方向が変化するように形成されており、キャビティ内の流動方向が変化する部位に、該流動方向が変化する方向と異なる方向に、軟化樹脂が進入できる樹脂溜まり部15,16をさらに形成している。
(もっと読む)
繊維成形体及びその製造方法
【課題】植物由来の樹脂を用いることで石油依存度の低減化を図ると共に、エネルギーコストの低減も可能な繊維成形体とその製造方法を提供する。
【解決手段】粉状フェノール化リグニンに液状硬化剤を練り込んで粘土状のフェノール化リグニン樹脂とする。次いで、粘土状のフェノール化リグニン樹脂をシート状にし、繊維シートに積層したうえで非加熱プレスしてプリプレグとする。最後に、当該プリプレグをホットプレスにて所定形状に本成形することで、フェノール化リグニンをバインダとした繊維成形体を得る。
(もっと読む)
FRP中空構造体の製造方法
【課題】バッグ等の袋体を使用する従来の製造方法の問題点を一挙に解決できるFRP中空構造体の製造方法を提供する。
【解決手段】予備加熱硬化工程Bでプリプレグが15〜20%の硬化深度まで硬化された内殻プリフォームは、中子として必要な表面硬度と、内圧の付与によって十分に膨張できる必要な柔軟性および気密性とを有するため、外殻プリフォーム形成工程Dでは、内殻プリフォームを中子として外殻プリフォームが容易かつ確実に形成され、本加熱硬化工程Eでは、内殻プリフォームが内圧の付与により十分に膨張して外殻プリフォームを成形型の内面に確実に押し付ける。その際、本加熱された内殻プリフォームの表面には粘着性が発現するため、内殻プリフォームが外殻プリフォームに接合して一体化される。
(もっと読む)
141 - 150 / 257
[ Back to top ]