
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
161 - 170 / 257
特には自動車用の、ドア張り、及び製造方法
本発明は、ドアの金属薄板とドア張りとの間の空間を外部湿式領域と内部乾式領域とに分割し、且つ分離フィルムと吸収性不織素材との合成物から構成される分離手段に関する。本発明は、分離手段を製造する方法に、及び車両ドアにも関する。 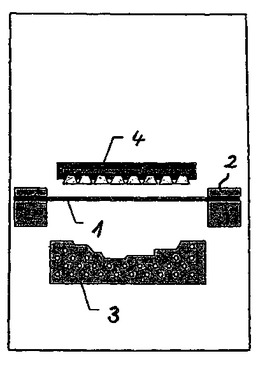 (もっと読む)
(もっと読む)
樹脂成形品の成形方法及び成形装置
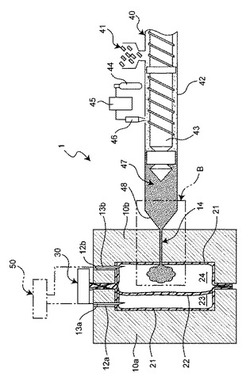
【課題】発泡性樹脂にカウンタープレッシャを確実にかけることができ、発泡セルが肥大化することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】第1の樹脂からなるパリソンをブロー成形してなる中空成形体の内部に、第2の樹脂41に発泡剤を含有させた発泡性樹脂47を注入し発泡させるようにした樹脂成形品の成形において、型開きされた成形型10a、10b内に前記パリソンの内部が複数の空間部23、24に区画されてなる前記パリソンを垂下して型閉じし、前記複数の空間部にそれぞれ加圧気体を供給してブロー成形し、前記複数の空間部を有する中空成形体を成形した後に、前記複数の空間部のうち第1の空間部23に所定の内圧を付与した状態で、前記第1の空間部に隣接する第2の空間部24内に前記発泡性樹脂を注入し、前記第1の空間部に付与される前記内圧に抗して前記発泡性樹脂を発泡成形させる。
(もっと読む)
複合材料部材を成形するための方法及び装置
本発明は、複合材料部材、殊に射出成形部分及びポリウレタン部分を含む複合材料部材の成形のための装置及び方法に関し、次のステップを含んでおり:支持構成部分を成形し、支持構成部分を金型の開かれたチャンバー内に移し、金型を所定の位置まで閉じ、この場合に容積のまだ大きなチャンバーを画定し、容積のまだ大きなチャンバー内に真空を生ぜしめ、流動材料を容積の増大されたチャンバー内に注入し、流動材料の注入と同時に及び/又は流動材料の注入に続いて圧縮工程を行うようになっている。 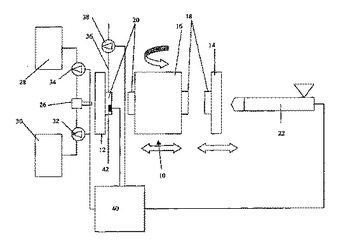 (もっと読む)
(もっと読む)
自動車における吸音内装材の製造方法
【課題】バインダーの粘度を高め、製造過程での染み出しを抑制して外観を良好に保持することができる自動車における吸音内装材の製造方法を提供する。
【解決手段】自動車の吸音内装材は、吸音材本体としてのポリウレタン発泡体マットの両面に補強材としてガラスマットが設けられ、該ガラスマット上にカバー材としての表皮及び不織布が積層されて構成されている。そして、ポリウレタン発泡体マット及びガラスマットの少なくとも一方の上にバインダー及びそれを硬化させるための触媒を塗工し、表皮を積層した後、加熱プレス成形が行われ、吸音内装材が製造される。この場合、バインダーは、4,4−ジフェニルメタンジイソシアネート(モノメリックMDI)55〜70質量%と、その重合体(ポリメリックMDI)30〜45質量%とを含むイソシアネート成分、及びトリアジン系触媒を含む触媒を含有している。
(もっと読む)
柄付きFRP成形品の成形方法

【課題】 高価な柄シートを使用することなく、安価に且つ簡単な方法で深み感のある柄付けができる。
【解決手段】 下型の上にSMC成形材料を載置して上型を下降させて加熱加圧してFRP成形品を成形する方法である。表面側SMC材料2aを下型1に載置する。次に、表面側SMC材料2aの上にあらかじめ貫通孔5を設けた不織布6を載せる。次に、該不織布6の上に上記表面側SMC2aと異なる色の裏面側SMC材料2bを載せる。その後、上型3を下降させてプレスすることで、裏面側SMC材料2bの一部を貫通孔5を通して表面側SMC材料2a内に侵入させて柄7を形成する。
(もっと読む)
プラスチック外輪を有する球面すべり軸受およびその製造方法
【課題】複数の工程や異なる材料の加工を必要としない球面すべり軸受用の外輪を提供すること。
【解決手段】本発明は、内側のすべり層26と外側の支持層28を有し、すべり層26と支持層28が巻回された繊維複合材料からなる、球面すべり軸受20用の外輪22に関する。外輪22はちょうど1個の切れ目を特徴とする。また本発明はこのような外輪22を有する球面すべり軸受20、ならびにプラスチック含浸繊維からなるすべり層26および支持層28を1個の巻き取り心棒に逐次巻きつけ、硬化の後にこうして作られた巻回体に外輪22を形成する外輪22の製造方法に関する。すべり層26と支持層28は本発明に基づき1本の円柱形巻き取り心棒に巻きつけられ、外輪22にこれを開くちょうど1個の切れ目を設け、相補形の内輪24を収容するための部分球面状の輪郭が得られるように、その内側のすべり層26材料を削除する。
(もっと読む)
プラスチック部材の表面改質方法、金属膜の形成方法及びプラスチック部材の製造方法
【課題】 表面粗さが良好で且つ密着力の高い金属膜を形成することが可能な加圧流体を用いたプラスチック部材の表面改質方法を提供することである。
【解決手段】 加圧流体を用いたプラスチック部材の表面改質方法であって、加圧流体を用いて浸透物質をプラスチック部材の表面内部を浸透させることと、上記プラスチック部材に浸透した上記浸透物質を溶媒で溶解して上記プラスチック部材の表面から上記浸透物質を除去することとを含む表面改質方法を提供することにより上記課題を解決する。
(もっと読む)
複合材の未硬化連続予備成形方法
【課題】熱硬化性樹脂を含浸したプリプレグ材を未硬化状態で連続的に予備成形する方法を提供する。
【解決手段】プリプレグ材のシートをローラーから引き出して積層し、湾曲装置で所定の断面形状に折り曲げる。ヒーターを備えた金型で連続的に長尺の製品に成形する。金型でプリプレグ材に加える温度と圧力は、常温または熱硬化性樹脂がゲル化をしない加熱温度で、かつ、プリプレグ材か成形された状態を維持する圧力範囲を選択する。
(もっと読む)
押出中空区分の形態にある多層複合体
【課題】層接着、および化学製品に対する耐性を考慮に入れた耐性、透過、並びに溶出に対する耐性に関して改善されている熱可塑性多層複合体を提供すること。
【解決手段】本発明は、外側層が、
(A)80から20重量部までの少なくとも1つのポリアミド(PA)および
(B)ポリエーテルアミド、ポリエステルアミド、ポリエーテルエステルアミド、ポリエーテルエステルエーテルアミドおよびそれらの混合物より構成される群から選択される、20から80重量部までの少なくとも1つのポリアミドエラストマー(TPE−A)に基づいた混合物によって成形されるものであり、(A)と(B)の総計が100重量部である、
そして中空区分が、高押出速度、特に20m/分を越える速度で生産され、その結果、低い押出速度で生産された以外は同一の中空区分に比較して、並びに特にポリアミドエラストマー添加剤なしに、同じ押出速度で生産されたポリアミド外側層を有する中空区分に比較しても、生産された中空区分が、破断時に高い伸び、特に200%を越える伸びを示し、破断時の伸びが、DIN EN ISO527−2によって仕上げられた中空区分で測定されたものである熱可塑性の外側層および少なくとも別の層を包含する、押出中空区分の形態にある多層複合体、特に熱可塑性多層複合体に関する。
本発明は、さらに、特に管またはホースの形態で、好ましくは液体燃料用の燃料ラインとして存在する多層中空区分を製造する方法に関する。
(もっと読む)
繊維強化プラスチックと熱可塑性樹脂成形品の樹脂製一体化物とその製造方法
【課題】電子機器の筐体や構造部材に用いられる繊維強化プラスチック(FRP)製形状品と熱可塑性樹脂組成物の形状品とからなる樹脂製一体化物とその製造方法の提供。
【解決手段】成形された不飽和ポリエステル型の繊維強化プラスチック製形状品(1)と、前記繊維強化プラスチック形状品の表面に被覆された熱硬化性のコーティング材と、前記コーティング材の上面に射出成形によって成形し一体に固着された熱可塑性樹脂組成物(2)の形状品とからなる。繊維強化プラスチックは、熱硬化性の繊維強化プラスチックであり、熱可塑性樹脂組成物は、ポリブチレンテレフタレート系樹脂組成物であることが好ましい。
(もっと読む)
161 - 170 / 257
[ Back to top ]