
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
31 - 40 / 257
発泡成形体の製造方法、発泡成形体の製造装置および発泡成形体
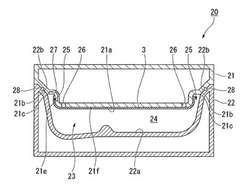
【課題】発泡成形体を高精度に形成すること。
【解決手段】キャビティ面21a、22aによって画成されたキャビティ23を備える製造装置20のキャビティ23は、発泡原料が供給される発泡開始空間24と、発泡開始空間24に連なり発泡開始空間24内の発泡原料が発泡することで到達して充満される発泡終端空間25とを備え、ガス抜き孔26が開口する開口キャビティ面21aの周縁部21eは、発泡終端空間25を画成し、開口キャビティ面21aに通気性部材3を配置してガス抜き孔26を覆わせる配置工程と、発泡開始空間24に発泡原料を供給する供給工程と、発泡原料を発泡終端空間25に到達させて該発泡終端空間25内が発泡原料で充満されるまで発泡させる発泡工程とを有し、配置工程は、前記周縁部21eに形成されたガス逃げ凹溝27に通気性部材3を接続させて開口キャビティ面21aに配置する発泡成形体の製造方法を提供する。
(もっと読む)
樹脂−金属複合材料の製造方法、樹脂−金属複合材料、及びタイヤ
【課題】樹脂材料と金属鋼線との接着性に優れた樹脂−金属複合材料の製造方法、それにより得られた樹脂−金属複合材料、及び、該樹脂−金属複合材料を備えたタイヤを提供する。
【解決手段】金属鋼線の表面に、少なくともシランカップリング剤を含み且つ真鍮板に対する接触角が80°以下である処理液を付与した後、樹脂材料を付与する樹脂材料層形成工程を有する樹脂−金属複合材料の製造方法。
(もっと読む)
スキン部材

【課題】医療用実習シミュレーターロボットに適用されるスキン部材にかかるコストを抑制しつつ、実習効果を向上し得る技術を提供する。
【解決手段】スキン部材100は、歯科分野の実習で使用される医療用実習シミュレーターロボットに適用される人工皮膚である。スキン部材100は、処置部位である唇を構成する第1の部材10と、第1の部材10と一体化されることによって処置部位の周辺部を構成する第2の部材20とを備えている。第1の部材10及び第2の部材20は、ともに熱可塑性エラストマーを主成分としている。また第1の部材10は、第2の部材20とは相異する色調を呈している。さらに第1の部材10は、第2の部材20よりも引張特性が優れており、引張力に対して伸びやすい構造を有している。
(もっと読む)
湾曲複合フレーム及び湾曲複合フレームの製造方法
【課題】航空機用途に必要な仕様を満たしながら、重量、材料及び作業を削減する航空機の胴体構造のフレームを提供する。
【解決手段】航空機の湾曲した複合フレーム36は、おおむねZ形状の断面を有する複数層の複合積層体を含む。少なくとも特定の積層体の層は、フレームの湾曲に沿ったほぼ全てのポイントにおいて実質的に接触している単向性強化用繊維を含む。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 物性をできるだけ変化させずに、熱伝導性が高いウレタン発泡成形体を提供する。また、その製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している熱伝導性フィラーと、を有する。熱伝導性フィラーは、非磁性体からなる熱伝導性粒子と、該熱伝導性粒子の表面に付着された磁性粒子と、を有する複合粒子からなる。また、ウレタン発泡成形体の製造方法を、発泡ウレタン樹脂原料と、該熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
植物性繊維含有ボード部材
【課題】基材を折り曲げる際に基材にヒビ割れや破断が発生することを防止ないし抑制できる植物性繊維含有ボード部材を提供する。
【解決手段】ラッゲージマット4は、ケナフ繊維とポリプロピレンを含む基材12と、当該基材12の一部が薄肉化されて構成されるヒンジ6とを備えている。ヒンジ6は、スジ状の厚肉部6aと、その厚肉部6aよりも相対的に薄肉であって、当該厚肉部6aによって隔てられた2つのスジ状の薄肉部6bとを有しており、その2つの薄肉部6bに沿って折り曲げ可能となっている。
(もっと読む)
射出成形方法
【課題】粉状材料、ペレット状材料、及び液体材料のうちの少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置のホッパーを介してシリンダ内に直接供給して射出成形する場合であっても、シリンダ内で成形材料を均一混練することができるので、例えば耐熱性が低いバイオマス樹脂をベース樹脂として使用しても高品質な成形品を安定的に製造することができる。
【解決手段】粉状材料、ペレット状材料、及び液体材料の少なくとも粉状材料とペレット状材料を含む成形材料を、射出成形装置10のシリンダ14内に直接供給して射出成形する射出成形方法において、各々の材料の射出1ショット分を、別々の計量フィーダ35C,37Cを用いて、供給開始から供給終了までの供給時間帯が60%以上同期するようにシリンダ14内に供給すると共に、射出成形サイクルの計量工程における計量時間内に供給を終了する。
(もっと読む)
成形品及びその製造方法
【課題】強度が高く、意匠性に優れた成形品を提供すること。
【解決手段】成形品10は、SMC又はBMCを含む第1の成形材料13により構成され、一方の面側に形成されたリブ部12を有する構造層11と、構造層11の他方の面側に固着され、構成繊維間に所定の間隙17を有する織布又は不織布により構成された補強層14と、補強層14に固着され、所定の大きさL2を有する加飾用の柄材18を含有するBMCを含む第2の成形材料21により構成される表面素材層20と、を備え、構造層11、補強層14及び表面素材層20が熱圧成形によって一体的に構成される。
(もっと読む)
複合成形品
【課題】ポリノルボルネン系樹脂の成形体からなる基材にBMC又はSMCからなる積層材を積層して一体化する場合に、大きな変形を抑制する。
【解決手段】基材4の線膨張係数に対応する収縮の度合いをXとし、積層材5を基材4に積層して成形する際に積層材5に起こる成形時収縮の度合いをYとしたとき、Y/Xが0.75以上1.25以下となるように積層材5の成形時収縮の度合いYが設定されている。
(もっと読む)
31 - 40 / 257
[ Back to top ]