
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
41 - 50 / 257
プリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置
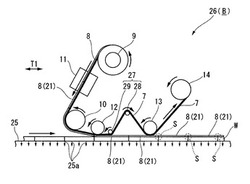
【課題】プリプレグシートの裁断端末部に跳ね上がりが生じることを確実に防止して、0度層のプリプレグシートを好適に積層することを可能にするプリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置を提供する。
【解決手段】一方向T1に繊維方向を向けてプリプレグシート8を積層するためのプリプレグ積層ヘッド26が、プリプレグシート8を被積層体Wに積層するように一方向T1に案内する第1ローラ12と、この第1ローラ12を通過したプリプレグシート8を一面側から押圧するとともに剥離紙7をプリプレグシート8の一面から引き剥がすように案内する第2ローラ13とを備えるとともに、第1ローラ12と第2ローラ13の間でプリプレグシート8の一面から剥離紙7を引き剥がし、引き剥がした剥離紙7を第2ローラ13でプリプレグシート8を押圧するとともにプリプレグシート8の一面に戻すように案内する剥離紙先行剥離手段27を備える。
(もっと読む)
繊維強化樹脂の積層成形方法及び積層成形品

【課題】積層した層毎に繊維材の配合率が異なるとともに、意匠面の表面性に優れた繊維強化樹脂の積層成形方法及び、積層成形品を提供すること。
【解決手段】繊維材を含む溶融樹脂を充填して基材層を成形する第1の射出装置と、繊維材を含む溶融樹脂を充填して表層を成形する第2の射出装置とを用い、前記第1及び第2の射出装置に用いる樹脂成形材料が、積層成形品を成形する直前に所定量の、樹脂ペレットと、前記繊維材と、複数の添加剤とを混合手段により直接混ぜ合わされ、且つ繊維材の配合比率(重量含有率)を前記基材層及び前記表層それぞれで異なるようにした。
(もっと読む)
プリフォームの製造方法
【課題】比較的大型あるいは肉厚のFRPの成形前駆体としての強化繊維基材のプリフォームを効率よく賦形でき、一連の工程を自動化可能なプリフォームの製造方法の提供。
【解決手段】少なくとも(1)接着材料を表面に付与した、予め所定形状に裁断したシート状強化繊維基材を準備する工程、(2)強化繊維基材を成形型へ搬送する工程、(3)強化繊維基材を成形型の下型上に配置する工程、(4)下型上の強化繊維基材を分割上型でプレスすることにより所定形状に賦形する工程、(5)強化繊維基材の積層体を加熱することにより接着材料を軟化または溶融させて強化繊維基材同士を接着する工程、(6)接着材料を冷却により固化させて強化繊維基材同士を一体化して積層体の賦形形状を目標とする所定形状に固定する工程、(7)賦形された積層体を脱型する工程を有するプリフォームの製造方法。
(もっと読む)
繊維強化樹脂用シート及びこれを用いた繊維強化樹脂成形体
【課題】繊維基材の端部に段差がなく、かつ繊維内に樹脂が均一に浸透し易く、均一な物性の成形品を得ることが可能な繊維強化樹脂用シート及びこれを用いた繊維強化樹脂成形体を提供する。
【解決手段】本発明の繊維強化樹脂用シート10は、不織布15と繊維基材13を含み、繊維基材13を構成する繊維11は少なくとも一方向に揃えられ、繊維基材13端面は突き合わされており、突き合わせ部14の少なくとも一面に不織布15が配置され、不織布15と繊維基材13とは、不織布15表面に付与された接着層により一体化されており、前記表面に接着層が付与された不織布15は、JIS L 1096、1999.8.27.1A法で規定されるフラジール法で150〜700cm3/(cm2・S)の範囲の通気量を有する。本発明の繊維強化樹脂成形体は、前記繊維強化樹脂用シートとマトリックス樹脂を含む。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
インサート、その製造方法及びそのインサートを有する長尺成形品の製造方法
【課題】単位長さ当たりの重量が軽く、短冊部に確実に分離可能なインサートとその製造方法、そのインサートを使用した長尺成形品を提供する。
【解決手段】インサート30は、多数の短冊部31と、圧延と引張により形成された連結部を備えた梯子状の形状である。短冊部31の間にはスリットを形成し、スリットは、長手方向における幅の広い第1スリット34と、第1スリット34よりも幅の狭い第2スリット35が交互に形成される。連結部は、幅方向における幅の狭い第1連結部32と、第1連結部よりも幅方向の幅の広い第2連結部33とが交互に形成される。短冊部31と、第1スリット34と、第2スリット35の長手方向における幅の比は、100:(65〜104):(24〜53)であり、第1連結部32と第2連結部33の幅方向における幅の比は、20:(28〜33)で形成されたインサートである。
(もっと読む)
発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材
【課題】シート材の透気抵抗度の調整が容易であり、発泡成形時にシート材に発泡性原料を含浸させることなくシート材を成形型の成形面に容易に倣わせることができ、目的とする形状を安定して得ることができる発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材を提供すること。
【解決手段】発泡成形体1は、発泡成形体1の外面にシート材3が一体化されたものである。シート材3は、延伸加工を行って複数の微細孔を形成してなる延伸多孔質フィルム31と、不織布32との積層体で構成され、気体を透過させる一方、液体は透過させない性質を有している。発泡成形体1は、シート材3の不織布32側が発泡成形体1の外表面側に配置されて、シート材3と発泡成形体本体2とが一体化されて形成されている。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
繊維強化ブロー成形体及びその製造方法
【課題】長繊維材料で強化した繊維強化ブロー成形体の横方向の曲げ強度及び耐衝撃強度を向上させて、このブロー成形体の縦割れしやすい性質を改善する。
【解決手段】長繊維材料と短繊維材料の両方を強化材として含む繊維強化ブロー成形体。ブロー成形体は、直径2μm以上100μm以下、長さ2mm以上30mm以下の長繊維材料を、プラスチック材料に対して1質量%以上30質量%以下の割合で含み、さらに直径2μm以上100μm以下、長さ2mm未満の短繊維材料を含む。長繊維材料は、ブロー成形体の縦方向(パリソンの押出方向)に配向している。
(もっと読む)
成形材料、成形体、及びその製造方法、並びに電気電子機器用筐体
【課題】良好な成形性、寸度、平滑性を有し、ガス発生も抑制された成形材料を提供すること。
【解決手段】セルロースに含まれる水酸基の水素原子が、
下記A)で置換された基を少なくとも1つ、及び
下記B)で置換された基を少なくとも1つ含むセルロース誘導体と、
平均直径1μm以下の無機繊維とを含有する成形材料。
A)炭化水素基:−RA
B)アシル基:−CO−RB(RBは炭化水素基を表す。)
(もっと読む)
41 - 50 / 257
[ Back to top ]