
国際特許分類[B29K105/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753)
国際特許分類[B29K105/06]の下位に属する分類
連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374)
長さの短いもの,例.短フィラメント,ステープルファイバー,剛毛 (276)
充填材 (212)
挿入物 (634)
国際特許分類[B29K105/06]に分類される特許
51 - 60 / 257
強化ポリカーボネート/ポリエチレン系複合樹脂組成物及びその成形品
【課題】無機充填材を配合したポリカーボネート樹脂と低密度ポリエチレンとの複合樹脂成形品であって、耐薬品性と、耐衝撃性等の機械的特性に優れ、また成形品外観も良好で、弾性率、成形収縮率を好適な範囲に容易に制御することができる強化ポリカーボネート/ポリエチレン系複合樹脂成形品を提供する。
【解決手段】ポリカーボネート樹脂85〜99質量%と、密度0.85〜0.92g/cm3のエチレン系共重合体1〜15質量%からなる樹脂成分を主成分とし、樹脂成分100質量部に対して無機充填材1〜50質量部を含有してなる樹脂組成物を射出成形してなる強化ポリカーボネート/ポリエチレン系複合樹脂成形品。無機充填材の短軸径が0.01〜100μmで、成形品の表面から深さ20μmの範囲の表層部における、エチレン系共重合体により形成されるドメインの短軸径が0.05〜2μm。
(もっと読む)
検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置

【課題】本発明の目的は、繊維強化プラスチックテープ間の隙間量が精度よく測定される検査方法、複合材部品の製造方法、検査装置、及び複合材部品製造装置を提供することである。
【解決手段】検査方法は、積層ヘッド23が移動しながら繊維強化プラスチックテープ70を貼り付ける貼り付け中に積層ヘッド23に取り付けられた撮影ユニット31が画像を撮影すること、繊維強化プラスチックテープ70の貼り付け中における積層ヘッド23の移動変位の撮影ユニット31の光軸方向の移動変位第1成分と、移動変位の光軸方向に垂直な面内の移動変位第2成分と、画像とに基づいて、繊維強化プラスチックテープ70と他の繊維強化プラスチックテープの間の隙間量を算出すること、を具備する。
(もっと読む)
複合材部品製造方法、複合材部品製造装置及び検査装置
【課題】本発明の目的は、適切に貼り付けられた繊維強化プラスチックテープの貼り付け状態を誤って不適切と判定することを防止することである。
【解決手段】複合材部品製造方法は、繊維強化プラスチックテープを積層する過程を有する。複合材部品製造方法は、繊維強化プラスチックテープの積層中に、繊維強化プラスチックテープ70の貼り始め部位V1から貼り終り部位Vnまでの複数部位V1〜Vnにおいてテープ70の貼り付け状態を判定することを具備する。複数部位V1〜Vnの第1部位においてテープ70が他の繊維強化プラスチックテープと重なっていると判定され、且つ、複数部位V1〜Vnの第2部位においてテープ70と他の繊維強化プラスチックテープとの間に隙間があると判定された場合に積層が停止される。複数部位V1〜Vnの全てにおいてテープ70が他の繊維強化プラスチックテープと重なっていると判定された場合に積層が継続される。
(もっと読む)
通気ダクト
【課題】 不織布成形体を構成部材とする通気ダクトを製造する際のオーバーモールド成形の成形不良を防止する。
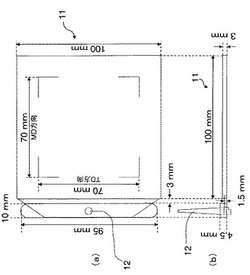
【解決手段】 通気ダクト1の構成部材の少なくとも1つが、熱可塑性樹脂繊維を含む不織布を含むように、プレス加工によって前記不織布が賦形された不織布成形体2,3であって、不織布成形体2,3はその接続部21,31を互いに重ね合わせて、重ね合わせた接続部の末端部を包み込むように、樹脂被覆体4を被覆形成することにより一体化され、不織布成形体2,3には、樹脂被覆体4で被覆される側の表面に、不織布の表面を選択的に加熱する工程を経たことにより表面の熱可塑性樹脂繊維が溶融して剛性が高められた熱処理硬化層が形成されている通気ダクト1とする。
(もっと読む)
ガラス繊維強化樹脂フィルムおよびその切断方法、ならびにガラス繊維強化樹脂パネルおよびその製造方法
【課題】本発明の課題は、樹脂粉、ガラス粉、ガラス玉等の粉塵の発生を大幅に抑制しつつ切断端面の平滑度が高いガラス繊維強化樹脂フィルムを効率よく生成することができるガラス繊維強化樹脂フィルムの切断方法を提供することにある。
【解決手段】本発明に係るガラス繊維強化樹脂フィルムの切断方法では、レーザ加工ヘッド200とガラス繊維強化樹脂フィルムTPとが一方向に相対移動されながら、レーザ加工ヘッドから断続的に照射されるレーザ光線LBにより一つ前にあけた孔Hn−1の一部に重なるように新たな孔Hnがあけられる処理が繰り返されることによってガラス繊維強化樹脂フィルムが切断される。
(もっと読む)
圧縮成形法及び同成形法により成形される強化熱可塑性部品
繊維強化部品は、異なる長さを有し、かつ当該部品のほぼ全体に亘ってランダムに配向した繊維で強化した圧縮成形熱可塑性樹脂により形成される。 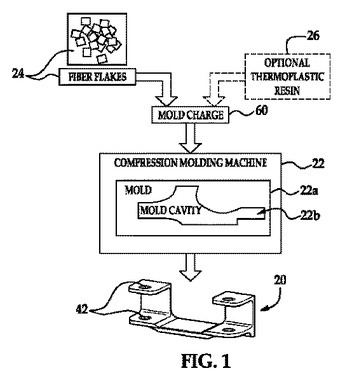 (もっと読む)
(もっと読む)
プリプレグ繊維製造方法およびプリプレグ繊維製造装置
【課題】ボイドの発生を防止または抑制させたプリプレグ繊維製造方法を提供する。
【解決手段】プリプレグ繊維50の製造装置100は、搬送される繊維束10を拡幅し、開繊する拡幅ローラ12と、開繊した繊維束を挿通させるための、並列する複数のスリットを有する含浸用部材14と、を備える。含浸用部材14は、スリットに挿通させた開繊繊維束のそれぞれに樹脂液を連続的に吐出し、含浸させる樹脂液吐出孔を有し、開繊された繊維束が複数の開口部に挿通される際に、該開繊された繊維束に対して樹脂液を供給する樹脂液供給部とを備えたことを特徴とするプリプレグ繊維製造装置である。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】コーナー部を有する繊維強化プラスチックの製造方法において、コーナー部における局所的な厚肉化の抑制、さらには板厚の制御可能な繊維強化プラスチックの製造方法を提供する。
【解決手段】コーナー部を有する強化繊維積層体に含浸されたマトリックス樹脂を硬化させてなる繊維強化プラスチックの製造方法であって、少なくとも、(a)コーナー部を有する雌型内に配置する強化繊維積層体配置工程、(b)少なくともコーナー部にプレッシャープレートを配置するプレッシャープレート配置工程、(c)前記雌型と前記プレッシャープレートの隙間にスペーサーを配置するスペーサー配置工程、(d)バギング材で全体を覆うバギング工程、(e)前記バギング材内部を真空吸引しながら、前記強化繊維積層体を前記雌型に接触させるとともに、前記強化繊維積層体を薄肉化させる薄肉化工程、を有することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
電子機器の樹脂注入方法及び装置
【課題】 電子機器を損傷させることなく、且つ電子機器の筐体内部に空洞や空気の泡などの残留物が存在しないように当該筐体内部に封止用の樹脂を注入する電子機器の樹脂注入方法及び装置を提供すること。
【解決手段】
内部に電子機器を密閉状態に収容する充填タンクと、前記充填タンク及び電子機器に接続されて減圧する真空ポンプと、前記充填タンクに取り付けられ当該充填タンク内の圧力を検出する圧力センサーと、前記充填タンク内に収容された電子機器に接続され、内部に充填用の樹脂を貯留する加圧タンクと、前記加圧タンクを加圧する空気圧縮機と、前記加圧タンクに設けられた排気バルブと、前記電子機器と加圧タンクとの間に設けられた注入バルブとを備えた電子機器の樹脂注入装置である。真空ポンプにより前記充填タンク及び電子機器を真空状態に減圧し、真空状態にある電子機器の内部に、加圧タンクにより高圧の樹脂を充填供給する。
(もっと読む)
自動車パネル用成型製品
ポリアミドマトリックスおよび強化繊維からなる少なくとも1つのポリアミド強化層を含む複合材成型製品であって、該ポリアミド強化層が、加圧蒸気工程を使用した固化のために多孔質であることを特徴とする、複合材成型製品。  (もっと読む)
(もっと読む)
51 - 60 / 257
[ Back to top ]