
国際特許分類[B29K105/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 連続長の,例.コード,ロービング,マット,織物,ストランド,ヤーン (1,374) | 配向されたもの (60)
国際特許分類[B29K105/10]に分類される特許
1 - 10 / 60
天然繊維強化樹脂ストランドの製造方法及び製造装置
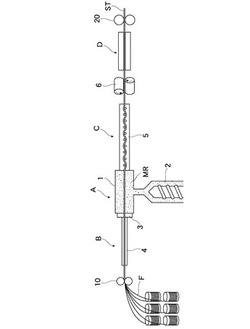
【課題】射出成形用天然繊維強化樹脂のストランド、ペレットの製造に際し、繊維間に樹脂を十分に含浸させて強度を高められる簡易な製造装置を提供する。
【解決手段】天然繊維の撚糸束を予熱パイプ4内に通過させて被覆される樹脂の溶融温度近くまで予熱し、クロスヘッドダイ1を通過させて予熱された撚糸束に溶融樹脂を被覆し、筒状ヒーター5内に軸方向に複数本のピンが梯子状に配設された樹脂含浸部Cを撚糸束が樹脂の溶融温度近くの温度に保持されて通過する際に、ピンにジグザグ状に掛けわたされて進み、ピン上下で摺擦されることにより撚糸束の繊維間に樹脂が十分に含浸される。撚糸束が予熱パイプ4内で樹脂の溶融温度近くまで予熱されることにより撚糸束への樹脂被覆が良好になされる。
(もっと読む)
繊維強化熱可塑性樹脂成形品とその製造方法、および複合体とその製造方法

【課題】高い機械的特性を示す複合体の材料として好適な繊維強化熱可塑性樹脂成形品とその製造方法、および高い機械的特性を示す複合体とその製造方法を提供する。
【解決手段】断面が開断面形状であるシェル部20と、該シェル部20の内側に設けられたリブ部30とからなる繊維強化熱可塑性樹脂成形品10であって、前記シェル部20が、リブ部30を構成する材料Rよりも曲げ弾性率が高い材料Sを含むことを特徴とする繊維強化熱可塑性樹脂成形品10とその製造方法。該繊維強化熱可塑性樹脂成形品の複数が、リブ部を内側にして接合され、閉断面形状を形成していることを特徴とする複合体とその製造方法。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】マトリクス樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】一対の押圧部材の間に、強化繊維が一方向に引き揃えられた強化繊維基材Fと、流動可能な状態のマトリクス樹脂Pとを供給し、一対の押圧部材11、12で、強化繊維基材Fとマトリクス樹脂Pとを押圧することにより、強化繊維基材Fにマトリクス樹脂Mを含浸させる繊維強化樹脂シートの製造方法である。一対の押圧部材11、12のうち少なくとも一方の押圧部材11として、表面に複数の突起11aが形成された押圧部材を用い、一対の押圧部材11、12の間において、強化繊維基材Fを押圧することにより、複数の突起11aで強化繊維をほぐしながら、マトリクス樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
炭素繊維強化プラスチック成形体
【課題】振動減衰率の向上及び曲げ弾性率低下の抑制を図りつつ表面に歪みが発生することを防止可能なCFRP成形体を提供する。
【解決手段】CFRP成形体1は、CFRP層2とCFRP層3との間に制振層4を有しているので振動減衰率が向上される。CFRP成形体1においては、CFRP層2を相対的に厚くすると共にCFRP層3を相対的に薄くすることによって、制振層4をCFRP成形体1の中心よりも表面1a側に配置しているので、曲げ弾性率低下が抑制される。CFRP成形体1においては、CFRP層3に含まれる炭素繊維の配向方向に交差する方向に延びる空隙4aを制振層4に設けているので、CFRP層3を薄くしても、CFRP成形体1の成型時において、表面1aに歪みが発生することが防止される。
(もっと読む)
インサート構造を有するサンドイッチパネルおよびその製造方法
【課題】重量増加の原因となる金属インサート部品の使用を極減させるとともに、強度的な信頼性の高いインサート構造を有するサンドイッチパネルおよびその製造方法を得る
【解決手段】コア材(11)の厚さ方向の両面に配置され、繊維クロス(12a)で構成された表皮(12)と、両面に配置された表皮間を貫通する孔を有し、繊維ブレードで構成されたインサート部(13)とを備えたインサート構造を有するサンドイッチパネル(10)であって、表皮(12)とインサート部(13)との接合部の繊維が連続し一体構造化されている。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
シート状プリプレグの製造方法および装置
【課題】溶融粘度が高い熱可塑性樹脂を使用して、高品位のシート状プリプレグを高い生産性で製造できる、方法を提供する。
【解決手段】帯状強化繊維束2をダイ4内を通過させ、溶融した熱可塑性樹脂に含浸させてシート状のプリプレグを製造する。ダイ4の直上流に、温度制御可能な連結部8を介して、通路内を所定の真空度に減圧可能なシール部7を接続し、帯状強化繊維束2を、シール部7の所定の真空度に減圧された通路内を通過させた後、通路内温度を上流側ではより低く下流側ではより高くなる状態として、該連結部8を通過した帯状強化繊維束2をダイ4内に導入することを特徴とするシート状プリプレグの製造方法および装置1。
(もっと読む)
強化繊維シート材
【課題】 十分な強度を有しつつも、ドレープ性に優れ、ロール解舒時のカール現象を抑制することができる強化繊維シート材を提供すること。
【解決手段】 強化繊維からなる鎖編地糸1により編成された鎖組織Wを、所定のウェール間隔に沿って複数列形成する一方、
この鎖組織Wのループ組織内または当該鎖組織W・W間において、強化繊維からなる補強挿入経糸2を経方向に沿って直進的に挿入して、
かつ、強化繊維からなる補強挿入緯糸3を、所定のコース毎に振られて側方に並行する鎖組織Wに編絡させて、これら鎖組織W・W同士を勾引状態に接結して編み込むことによって、シート状経編地に構成するという技術的手段を採用した。
(もっと読む)
繊維強化プラスチック製構造物の成形法、及び、繊維強化プラスチック製構造物
【課題】引抜き成形法、ハンドレイアップ法、RTM法、ホットプレス法
などの成形法において、繊維強化プラスチック製ストランドシートを用いることにより、今まで得ることのできなかった引張強度、引張弾性率、圧縮強度、圧縮弾性率、曲げ強度、曲げ弾性率等の機械的物性を向上させることができる。
【解決手段】繊維強化シートを複数枚積層して、引抜き成形法、ハンドレイアップ法、レジントランスファーモールディング法、又は、ホットプレス法により繊維強化プラスチック構造物を成形する成形法において、構造物100の成形時に、繊維強化シート103を複数枚積層して形成される基体101の外表面に、複数本の繊維強化プラスチック線材2を長手方向に引き揃えて有する繊維強化プラスチック製ストランドシート1を少なくとも1枚配置し、前記成形法で成形される樹脂を用いて同時成形する。
(もっと読む)
熱伝導性成形体及びその製造方法
【課題】熱伝導性成形体及びその製造方法において、簡単な組成で金属と同等以上の高い熱伝導率を持ちながら有機合成樹脂並みに軽く、低コストである素材を製造できること。
【解決手段】切断工程(a)において炭素繊維が所定長さの短繊維2Aに切断され、整列工程(b)において短繊維2Aがプレス金型10内に整列させられ、流入工程(c)において短繊維2Aが整列したプレス金型10内に液状エポキシ樹脂3Aが流入させられ、プレス工程(d)においてプレス金型10,12によって液状エポキシ樹脂3Aが整列した短繊維2Aとともに整列した方向と垂直な方向にプレスされ、短繊維の間及び単繊維の束である短繊維の中に入り込むとともに、圧縮されて液状エポキシ樹脂3Aの占める体積が必要最小限となる。その後、硬化工程(e)において液状エポキシ樹脂3Aが硬化することによって、全体に表面硬度と強度とが付与されて、熱伝導性成形体1Aが得られる。
(もっと読む)
1 - 10 / 60
[ Back to top ]