
国際特許分類[B29K105/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 挿入物 (634) | 金属製の (246)
国際特許分類[B29K105/22]に分類される特許
1 - 10 / 246
複合成形体の製造方法
【課題】金属成形体と樹脂成形体との接合強度が高められた複合成形体が得られる製造方法の提供。
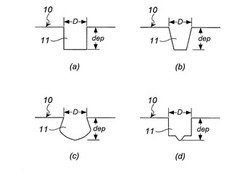
【解決手段】金属成形体10の接合面に対して、ドット状の独立した複数の孔11を形成するようにレーザー照射する工程と、ドット状の独立した複数の孔11を形成した金属成形体10の接合面を含む部分を金型内に配置して、前記樹脂成形体となる樹脂をインサート成形する工程を有する複合成形体の製造方法であって、レーザース照射工程において1つの孔11を形成するとき、前記孔の開口部径(D)と前記孔の深さ(dep)との比(dep/D)が1.0〜10の範囲になるようにする、複合成形体の製造方法。
(もっと読む)
インサート成形用接着積層体
【課題】インサート成形時における溶融樹脂のインジェクション圧力により金属インサート部材表面に積層した接着剤が押し流されるのを防止し、インサート部材と射出樹脂との良好な接着性が形成できるインサート成形用接着積層体を提供することを目的する。
【解決手段】ポリオレフィン系樹脂に極性基を導入した変性ポリオレフィン系樹脂組成物からなるホットメルト接着フィルムを布に予め含浸させておいた接着層を金属インサート部材に積層してインサート成形を行なうことにより上記課題が解決されることを見出した。
(もっと読む)
アルミニウム−樹脂複合体の製造方法

【課題】接着剤を使用せずにアルミニウムと樹脂組成物の密着性を向上できる上、廃液処理が容易なアルミニウム−樹脂複合体の製造方法を提供する。
【解決手段】本発明のアルミニウム−樹脂複合体の製造方法では、アルミニウム製部品の表面をエッチング剤によって粗化処理する粗化工程と、前記粗化処理した表面に樹脂組成物を付着させる付着工程とを実施する。前記エッチング剤は、両性金属イオンと酸化剤とアルカリ源とを含むアルカリ系エッチング剤、並びに第二鉄イオン及び第二銅イオンの少なくとも一方と酸とを含む酸系エッチング剤から選ばれる一種以上である。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
射出成形方法
【課題】複数の発泡成形部材を異なる発泡倍率で同時に成形することのできる射出成形方法を提供する。
【解決手段】各キャビティ46,48を形成する金型56と、各キャビティ46,48に樹脂を誘導するホットランナー58と、ホットランナー58の各ゲート58b,58cをそれぞれ開閉する各ゲートバルブ60,61と、第1キャビティ46における樹脂の射出圧力を検出する樹脂圧センサ67と、両ゲートバルブ60,61の開閉を制御する制御装置70とを備える射出成形装置50を用いる。樹脂の射出充填時において、制御装置70は、樹脂圧センサ67が検出する第1キャビティ46の樹脂の射出圧力が規定圧力に達したときに、第1ゲートバルブ60を閉じて第1キャビティ46の樹脂に対する保圧の印加を制限する。
(もっと読む)
発泡同軸ケーブル及びその製造方法
【課題】中心導体の偏芯や高周波伝送時の損失を低減し、且つインピーダンス不整合を防止できる発泡同軸ケーブルを提供する。
【解決手段】中心導体2の外周に発泡層3を設けた発泡同軸ケーブル1において、発泡層内部及び外表面の周方向及び長手方向に、引き伸ばされた気泡5を等間隔に形成した発泡同軸ケーブルである。また、中心導体の外周に発泡押出機で発泡層を被覆した後、これをサイジングダイに通して前記発泡層を冷却する発泡同軸ケーブルの製造方法において、前記サイジングダイの周方向に等間隔に水路を設けて前記サイジングダイの周方向に冷却速度分布を与え、前記サイジングダイを通して前記発泡層を冷却し、前記発泡層の外表面の周方向に、引き伸ばされた気泡を等間隔に形成する発泡同軸ケーブルの製造方法である。
(もっと読む)
ワイヤハーネス用の金型
【課題】ワイヤハーネスの電線群に不織布を巻き付けて金型内に充填し、不織布を加熱硬化しで被覆材とする金型において、成形後に迅速にワイヤハーネスを金型から取り出して冷却できるようにする。
【解決手段】下型と上型の間に中型を介在させ、該中型は上下開口とすると共に前記電線群の被覆材の両側面に当接する型面を備え、前記不織布を加熱硬化した後に前記上型を離型し、前記中型の型面で前記被覆材で被覆した電線群を挟持して前記下型から引き出せる構成としている。
(もっと読む)
樹脂製回転体及び樹脂製歯車、並びに樹脂製回転体の製造法
【課題】金属製ブッシュの製造効率を上げ、金属製ブッシュ(樹脂製回転体)のコストダウンを可能にし、金属製ブッシュと樹脂成形部の結合強度を従来以上とすることができる樹脂製回転体を提供する。
【解決手段】回転軸に装着される金属製ブッシュ2と、この金属製ブッシュ2の回転方向周囲に配置される樹脂成形部3とを備え、この樹脂成形部3が、不織布基材に樹脂を含浸、硬化させたものであり、前記金属製ブッシュ2が、樹脂成形部3と当接する部位に、金属製ブッシュ側から不織布基材側へと突出する突出部4を設けられ、この突出部4が、前記不織布基材を構成する短繊維が侵入可能な貫通孔5又は有底孔6を有する。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
金属樹脂複合構造体及びその製造方法、並びにバスバ、モジュールケース及び樹脂製コネクタ部品
【課題】優れた接着強度を有する金属樹脂複合構造体及びその製造方法、並びにバスバ、モジュールケース及び樹脂製コネクタ部品を提供する。
【解決手段】融点が500℃以上の高融点金属を含む金属部材1と樹脂部材2とを一体化した金属樹脂複合構造体10において、金属部材1と樹脂部材2との間に、500℃未満の融点を有する低融点金属を含んでなる合金層3が設けられ、合金層3と樹脂部材2との接合面において、合金層3の平均表面粗さが5nm以上1μm未満であり、合金層3の接合面に形成される凹凸の凹凸周期が5nm以上1μm未満であることを特徴とする、金属樹脂複合構造体。
(もっと読む)
1 - 10 / 246
[ Back to top ]