
国際特許分類[B29K23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリアルケンを成形材料として使用 (1,270)
国際特許分類[B29K23/00]に分類される特許
101 - 110 / 1,270
射出成形用樹脂組成物
【課題】成形品とした際に低温での衝撃強度に優れ、フローマークも発生しない射出成形用樹脂組成物を提供する。
【解決手段】ポリプロピレン系樹脂(I)70〜90重量部に対して、160℃で測定した溶融張力が50〜300mNであるエチレン−α−オレフィン共重合体(II)5〜25重量部、高圧ラジカル重合で製造された低密度ポリエチレン(III)5〜25重量部(ただし、(I)+(II)+(III)=100重量部)を含んでなることを特徴とする射出成形用樹脂組成物を用いる。
(もっと読む)
プロピレン系樹脂微孔フィルム及びその製造方法、並びにリチウムイオン電池用セパレータ及びリチウムイオン電池
【課題】 本発明は、リチウムイオンの透過性及び機械的強度に優れており高性能のリチウムイオン電池を構成することができ且つデンドライトや衝撃による正極と負極の短絡を防止することができるプロピレン系樹脂微孔フィルムを提供する。
【解決手段】 本発明のプロピレン系樹脂微孔フィルムは、プロピレン系樹脂フィルムを二軸延伸することによって微小孔部が形成されてなるプロピレン系樹脂微孔フィルムであって、上記プロピレン系樹脂は、分子量が5万以下の成分量が25〜60重量%で且つ分子量が70万以上の成分量が19〜30重量%であって重量平均分子量が35万〜50万であると共に溶融張力が1.1〜3.2gであり、更に、上記プロピレン系樹脂微孔フィルムの透気度が40〜400s/100mLで、気孔率が40〜70%で、微小孔部の開口端の最大長径が500nm以下であることを特徴とする。
(もっと読む)
プロピレン系樹脂微孔フィルム及びその製造方法、並びにリチウムイオン電池用セパレータ及びリチウムイオン電池
【課題】 本発明は、リチウムイオンの透過性に優れ、高性能のリチウムイオン電池を構成することができ且つデンドライトによる正極と負極の短絡を防止することができると共に耐衝撃性に優れたプロピレン系樹脂微孔フィルムを提供する。
【解決手段】 本発明のプロピレン系樹脂微孔フィルムは、プロピレン系樹脂フィルムを二軸延伸することによって微小孔部が形成されてなるプロピレン系樹脂微孔フィルムであって、上記プロピレン系樹脂は、重量平均分子量が35万〜50万であると共に示差走査熱量分析(DSC)によって得られる融点が160〜170℃で且つ155℃以上での融解熱量が56〜80mJ/mgであり、更に、上記プロピレン系樹脂微孔フィルムの透気度が40〜400s/100mLで且つ23℃における幅方向の引張降伏強度(MPa)を見掛け密度(g/cm3)で除した値が40以上であることを特徴とする。
(もっと読む)
樹脂成形品の成形方法
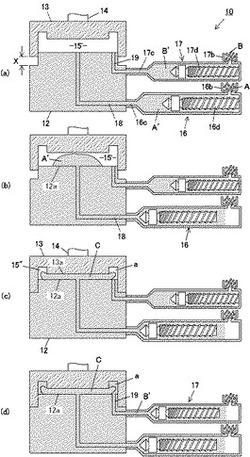
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
ポリオレフィン系樹脂発泡粒子成形体の製造方法、及び型内成形用ポリオレフィン系樹脂発泡粒子
【課題】 本発明は、特殊な洗浄工程を設けたり、多量の洗浄水を用いる必要がなく、型内成形時の水蒸気圧力を高めなくとも融着性良好な発泡粒子成形体を得ることができるポリオレフィン系樹脂発泡粒子成形体の製造方法、及び該製造方法に使用されるポリオレフィン系樹脂発泡粒子を提供することをその課題とする。
【解決手段】本発明は、ポリオレフィン系樹脂発泡粒子を成形型内に充填して水蒸気にて加熱することにより発泡粒子を相互に融着させる発泡粒子成形体の製造方法であり、該ポリオレフィン系樹脂発泡粒子として、分散剤が付着しているポリオレフィン系樹脂発泡粒子の表面にアニオン系界面活性剤を付着させてなるものを使用することを特徴とするポリオレフィン系樹脂発泡粒子成形体の製造方法である。
(もっと読む)
発泡フィルム
【課題】剛性ならびに発泡状態が良好で、表面の外観性、断熱性に優れた発泡フィルムを提供する。
【解決手段】密度が930〜960kg/m3、190℃、2.16kg荷重におけるメルトフローレートが0.1〜20g/10分、190℃におけるダイスウェルが1.30〜2.00であるポリエチレン系樹脂組成物を含んでなることを特徴とする発泡フィルム。
(もっと読む)
二軸延伸フィルムの製造方法及び二軸延伸フィルム並びにこれを備えた液晶表示装置

【課題】フィルムの横方向での光軸の振れを抑制して表示ムラを低減した二軸延伸フィルムの製造方法及び二軸延伸フィルム並びにこれを備えた液晶表示装置を提供する。
【解決手段】ポリプロピレン系樹脂からなるフィルムに対して縦延伸(X)と横延伸(Y)とを逐次に行うことを含む二軸延伸フィルムF3の製造方法であって、横延伸(Y)は、下記工程を有する。(Y1):ポリプロピレン系樹脂の融点以上の予熱温度で前記フィルムを予熱する工程(予熱工程);(Y2):予熱された前記フィルムを、前記予熱温度よりも低い延伸温度で2.55%/秒以上、3.70%/秒以下の歪み速度にて横方向に延伸する工程(横延伸工程)。
(もっと読む)
防滑シートの製造方法及び防滑シート
【課題】荷崩れ防止の用途にも耐え得る高い防滑性能を有する低密度のエチレン−α−オレフィン共重合体からなる防滑層を有する防滑シートを得ることができる防滑シートの製造方法及び防滑シートを提供すること。
【解決手段】基材の片面又は両面に、エチレン−α−オレフィン共重合体からなる防滑層を、冷却ロールを用いた押出しラミネート又は加熱ロールを用いた熱圧着により、積層して防滑シートを得る防滑シートの製造方法であって、前記エチレン−α−オレフィン共重合体の密度が0.800〜0.895g/cm3であり、かつ、前記防滑層に当接する前記冷却ロール又は前記加熱ロールの表面のRz値が0.5〜2.0μmである防滑シートの製造方法、又は、該防滑シートの製造方法により得られる防滑シートであり、JIS P8147[2010年規格]の傾斜法に準拠する滑り傾斜角が50°以上である防滑シート。
(もっと読む)
太陽電池封止材用エチレン−酢酸ビニル共重合体(EVA)シートの製造方法
【課題】シート幅や厚みをほぼ保持したまま熱収を低減できるアニール処理方法を提供すること。
【解決手段】溶融したエチレン−酢酸ビニル共重合体(EVA)をTダイ12より押し出しポリシングロール13cで冷却してシート3を成形し、入口から出口に至る領域の内少なくとも一部に加熱領域を有するダブルベルトプレス装置17を通過させ、該ダブルベルトプレス装置の前記加熱領域の下流側の領域または該ダブルベルトプレス装置を出た直後において前記シートを冷却した後巻き取ることを特徴とする太陽電池封止材用エチレン−酢酸ビニル共重合体シートの製造方法。
(もっと読む)
光学フィルム
【課題】生産性に優れた押出成形法により得られ、厚み精度が非常に高い光学フィルムを提供する。
【解決手段】押出成形に用いるTダイの樹脂吐出方向とは逆向きにリップエッジを臨む方向を0°、樹脂吐出方向及びTダイのランド面2cと直交し、リップエッジを臨む方向を90°としたとき、45°方向から臨むリップエッジ輝線幅Aの平均値が50μm以下であり、且つ30°、45°、60°の3方向から臨む輝線幅差がそれぞれTダイの幅方向において2μm/5mm以下として、押出成形により得られ、未延伸のフィルムであって、かつ非晶性熱可塑性樹脂からなり、平均厚みRが200μm以下であり且つ幅方向の厚みむらが2.5×10-3Rμm/5mm以下である、光学フィルム。
(もっと読む)
101 - 110 / 1,270
[ Back to top ]