
国際特許分類[B29K23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリアルケンを成形材料として使用 (1,270)
国際特許分類[B29K23/00]に分類される特許
81 - 90 / 1,270
透明多層シートおよびその成形体
【課題】優れた真空成形性を有し、かつ成形時の白化を十分に防止して高い透明性を有する成形体を得ることが可能な透明多層シートを提供すること。
【解決手段】本発明の透明多層シートは、基材層と、前記基材層の少なくとも片面に積層された表面層とを備えており、前記基材層は、温度23℃、振動数1Hzにおける貯蔵弾性率が2300MPa以上であり、温度140℃、振動数1Hzにおける貯蔵弾性率が150MPa以下であり、かつ結晶化速度が1min−1以上である樹脂組成物からなることを特徴とするものである。
(もっと読む)
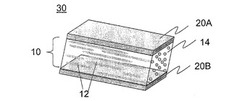
ほぼ等方性の連続相を有する拡散反射偏光子を製造する方法
【課題】安価な材料であってかつ曇りを最小限にし、応力、歪み、温度差、水分、電場および磁場に対して望ましく安定な拡散反射偏光子の提供。
【解決手段】カオス的ミキサーおよびシーティングダイを通して第1のポリマー14および第2のポリマー12を共押出して、所望のブレンド形態のキャストシートを生じさせる工程、並びに前記キャストシートを延伸して複合体膜10を生じさせる工程を含む拡散反射偏光子30を製造する方法であって、前記第1のポリマー14は0.02未満の複屈折を有し、非晶質の物質であって、かつ連続相であり、前記第2のポリマー12は分散相を形成しており、かつ前記分散相と前記連続相との屈折率の違いが第1の軸に沿って約0.05より大きく、および前記第1の軸に対して直交する第2の軸に沿って約0.05より小さい。
(もっと読む)
透明容器の製造方法及び透明容器

【課題】ポリプロピレン系樹脂を主原料とし、透明度と透明度の均一性の優れた透明容器の製造方法の提供
【解決手段】
射出延伸ブロー成形によりポリプロピレン系樹脂から、透明容器を成形する透明容器の製造方法であって、射出成形機によりプリフォームを成形する際、射出成形機のランナ部の樹脂温度がシリンダ部樹脂温度以上で、且つ230〜300℃として樹脂を金型に射出することを特徴とする透明容器の製造方法。
製造方法。
(もっと読む)
発泡成形体及びその製造方法
【課題】水蒸気の使用量を低減でき、融着率及び加熱寸法安定性の向上した発泡成形体の製造方法を提供することを課題とする。
【解決手段】ポリプロピレン系樹脂とポリスチレン系樹脂とを含む予備発泡粒子を、成形型内で、任意に成形型加熱工程(I)と一方加熱工程(II)と逆一方加熱工程(III)、及び両面加熱工程(IV)に付すことにより得られ、前記両面加熱工程(IV)が、密閉系で20秒以上行われ、前記工程(I)〜(IV)が、式a+b+c<d(式中、aは前記成形型加熱工程(I)に要する時間、bは前記一方加熱工程(II)に要する時間、cは前記逆一方加熱工程(III)に要する時間、dは前記両面加熱工程(IV)に要する時間を意味する)の条件を満たすことを特徴とする発泡成形体の製造方法により上記課題を解決する。
(もっと読む)
位相差フィルムの製造方法
【課題】高い軸精度と均一な位相差値を有するポリプロピレン系樹脂位相差フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂からなるフィルムに対して縦延伸と横延伸とをこの順で逐次に行うことを含む位相差フィルムの製造方法であって、上記の横延伸は、上記ポリプロピレン系樹脂の融点以上の雰囲気温度にそのフィルムを2.5分以上滞留させる予熱工程と、予熱されたフィルムを、そのポリプロピレン系樹脂の融点よりも低い雰囲気温度で3分以上4分以下の時間をかけて横方向に延伸する延伸工程とを有する位相差フィルムの製造方法が提供される。横延伸における延伸工程は、3.4倍以上の延伸倍率で行うのが好ましい。予熱工程は予熱ゾーン31を通過するときに行われ、延伸工程は延伸ゾーン32を通過するときに行われる。
(もっと読む)
対物レンズの製造方法
【課題】従来の成形方法では、微細な回折構造を有する対物レンズを安定して成形することができなかった。
【解決手段】青色レーザを用いた光ピックアップ装置に搭載され、表面に微細構造を有する対物レンズの製造方法であって、二酸化炭素の含浸率が0.5〜1.5wt%の樹脂材料を射出成形装置に供給する供給工程と、前記供給された樹脂材料を金型内に射出し、レンズ形状に成形する成形工程と、を備える。このような構成により、微細構造を有する対物レンズを安定して成形することができる。
(もっと読む)
射出成形用ポリプロピレン樹脂組成物および成形品
【課題】透明性、耐白化性および低温衝撃強度に優れた射出成形用ポリプロピレン樹脂組成物を提供する。
【解決手段】本発明の射出成形用ポリプロピレン樹脂組成物は、プロピレン系樹脂材料および結晶化核剤を含有する射出成形用ポリプロピレン樹脂組成物であって、キシレン可溶分の極限粘度が0.8〜1.4dl/g、メルトフローレートが5〜15g/10分であり、前記プロピレン系樹脂材料は、エチレン単位が2.0〜4.0質量%のエチレン・プロピレン共重合体の存在下、エチレン単位が74〜86質量%のエチレン・1−ブテン共重合体を重合させたものであり、射出成形用ポリプロピレン樹脂組成物を100質量%とした際のエチレン・1−ブテン共重合体の含有量が10〜20質量%である。
(もっと読む)
蒸器及び蒸器の製造方法
【課題】 本発明は、安価に製造することができ、中華饅頭や焼売等の食品を収納して販売し、更に電子レンジを用いて食品を加熱蒸気中で温めることが可能な蒸器を提供することを課題とするものである。
【解決手段】 本発明の蒸器は、熱可塑性樹脂発泡シートからなる外側容器と、熱可塑性樹脂発泡シートからなる内側容器とが重合しており、且つ一体として同時に熱シート成形された蒸器であって、外側容器を構成する熱可塑性樹脂と内側容器とを構成する熱可塑性樹脂とが同系統の樹脂からなり、複数の孔が内側容器を貫通するように形成されていることを特徴とする。
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂、およびその射出発泡成形体
【課題】 少量添加で、射出発泡成形性を付与することができる射出発泡成形用ポリプロピレン系樹脂、およびその射出発泡成形体を提供する。
【解決手段】 下記(a)〜(c)の特性を満たすことを特徴とする射出発泡成形用ポリプロピレン系樹脂。
(a)230℃でのメルトフローレートが100g/10分以上である。
(b)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが0.6以上1.8以下である。
(c)200℃での動的粘弾性測定における角振動数0.1〜1rad/sでの貯蔵弾性率が1×103Pa以下である。
(もっと読む)
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(もっと読む)
81 - 90 / 1,270
[ Back to top ]