
国際特許分類[B29K67/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリエステルを成形材料として使用 (1,547)
国際特許分類[B29K67/00]に分類される特許
1,541 - 1,547 / 1,547
容器予備成形物の連続生成
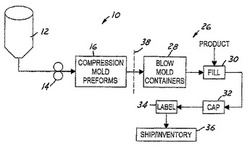
吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
スルホン化脂肪族−芳香族コポリエステルおよびそれから製造される造形品
スルホン化脂肪族−芳香族コポリエステルおよびそれから製造される物品、ならびにスルホン化脂肪族−芳香族コポリエステルおよび物品の製造方法が提供される。スルホン化脂肪族−芳香族コポリエステルから製造することができる物品には、フィルム、コーティングおよびラミネートが含まれる。組成物および物品の幾つかはバイオ堆肥化できる。フィルムはさらに、シート、例えばサンドイッチ・ラップなどの食品パッケージング、熱成形容器、ならびに例えば、フィルムおよび他の基材用のコーティングのような造形品を形成するために使用することができる。スルホン化脂肪族−芳香族コポリエステルは、芳香族ジカルボン酸成分、脂肪族ジカルボン酸成分、1,4−ブタンジオールよりなる第1グリコール成分、第2グリコール成分、および任意選択的に多官能性分岐剤から形成される脂肪族−芳香族コポリエステルから製造されるコポリエステルから誘導される。 (もっと読む)
熱可塑性繊維のブランケット用表面処理
熱可塑性ブランケット(100)に緻密表面層(104)を形成するための装置及び方法を提供する。装置(10)は、第1及び第2連続ベルト(12、14)と、これらのベルトの間に構成された処理帯域(16)と、第1及び第2加熱及び緻密ユニット(18、20)と、加熱及び緻密ユニットから下流のクーラー(50)と、を含む。方法は、熱可塑性ブランケットの面に緻密表面層を形成する段階と、緻密表面層をもった熱可塑性ブランケットを厳密な寸法公差内の所望厚さにする段階と、を含む。緻密熱可塑性ブランケット製品をも開示する。  (もっと読む)
(もっと読む)
剛性部と関節状部分とから成るプラスチック射出成形部品およびその用途

本発明は、少なくとも1つの剛性領域(11)および少なくとも1つの可撓性弾性関節状領域(12)を有するプラスチック射出成形部品(10)に関する。前記射出成形部品は、剛性領域の近傍にある少なくとも1つの射出点(1)からコインジェクション成形される様々なプラスチック組成物から、1つのキャビティ内で生産され、一方の構成要素が剛性領域を過ぎて突出し、関節状領域を形成することを特徴とする。 (もっと読む)
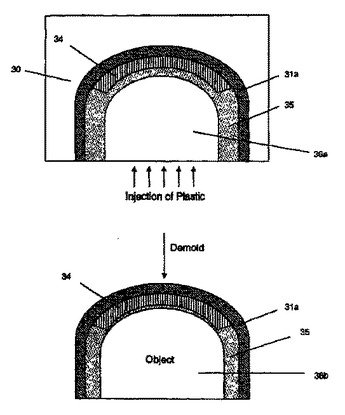
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
ポリエチレンテレフタレートプリフォームの製造のための方法および装置
本発明は、ポリエチレンテレフタレートプリフォームの製造のための方法および装置に関する。本発明の装置は、乾燥機から出るポリマー顆粒のための供給ホッパー(3)、加熱されたスクリューコンベアのようなポリマーを加熱、運搬、および加圧するための手段(1、2)、およびポリマー成型手段を備える。本発明によれば、不活性ガスは、乾燥機、ホッパーまたはホッパーの下流に位置する場所(4、5など)に注入され、前記ガスは、少なくとも170℃の温度に、好ましくは、170℃ないし250℃の温度範囲に予備加熱される。 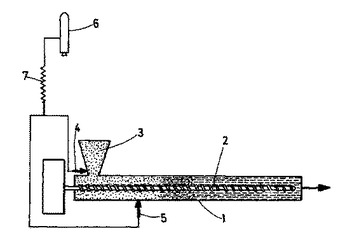 (もっと読む)
(もっと読む)
スリーブを継ぎ合わせるためのキット及び方法
多孔性のスリーブを継ぎ合わせるためのキット及び方法が開示される。キットは、無孔性のメンブレン状、望ましくは長尺状チューブの形状を有するリリースライナーを備える。また、接着剤及び接着剤アプリケータも含まれる。方法は、リリースライナーを第1のスリーブの端部内に挿入する工程と、次に同スリーブの端部を第2のスリーブの端部へ挿入する工程とを含む。第1のスリーブの外面は、第2のスリーブの内面を係合し、所定の長さを有する係合領域を形成する。リリースライナーは係合領域に沿って延びる。接着剤は、第2のスリーブの外面に塗布される。接着剤は、第2のスリーブに浸透して、同スリーブを第1のスリーブに接合する。リリースライナーは、継ぎ合わせの際に接着剤が第1のスリーブを接合して塞いでしまうのを防止する防壁として機能する。 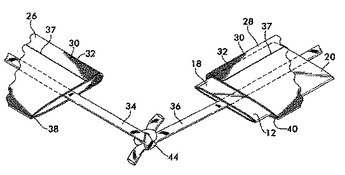 (もっと読む)
(もっと読む)
1,541 - 1,547 / 1,547
[ Back to top ]