
国際特許分類[B29K81/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 主鎖中に窒素,酸素または炭素のみを有しまたは有さないで硫黄を有する重合体を成形材料として使用 (134)
国際特許分類[B29K81/00]に分類される特許
11 - 20 / 134
ポリフェニレンスルフィドの回転成形方法とその回転成形体
【課題】回転成形機内において環式ポリフェニレンスルフィドを加熱により重合させ、高分子量のPPS樹脂を得るという方法において環式ポリフェニレンスルフィドの重合に高温、長時間を要するという欠点を解決し、従来の回転成形方法に対し低温、短時間で回転成形体を得ることのできる回転成形方法及び該方法により得られる回転成形体を提供する。
【解決手段】環式ポリフェニレンスルフィドを遷移金属化合物存在下に、金型内で回転しながら加熱重合することを特徴とする回転成形方法である。遷移金属化合物は0価遷移金属化合物、低原子価鉄化合物等があげられ、環式ポリフェニレンスルフィド中の硫黄原子に対し、0.001〜20モル%存在下で加熱することが好ましい。加熱温度は環式ポリフェニレンスルフィドの融点以上400℃以下が好ましく、加熱時間は1分以上120分以下が好ましい。
(もっと読む)
樹脂組成物および外観部品
【課題】光照射後の色調の変化を抑えることができる樹脂組成物を提供することを目的とする。また、このような樹脂組成物を形成材料として用いることにより、光照射後の色調の変化を抑えることができる外観部品を提供することをあわせて目的とする。
【解決手段】アルミナとシリカと有機化合物とを用いて粒子表面が被覆された酸化チタン1質量部以上100質量部以下と、ポリスルホン100質量部と、を含むことを特徴とする樹脂組成物。
(もっと読む)
ポリフェニレンスルフィド樹脂押出成形品
【課題】耐熱性、耐薬品性、耐摩耗性、電気絶縁性に優れるというポリフェニレンスルフィド樹脂本来の特性を損なうことなく、表面外観に優れたポリフェニレンスルフィド樹脂押出成形品を提供する。
【解決手段】メルトフローレート(ASTM D−1238−70に従い、温度315.5℃、荷重5000gにて測定)が30g/10分以下、220℃での結晶化時間が3.0分以上であるポリフェニレンスルフィド樹脂を主成分としたポリフェニレンスルフィド樹脂押出成形品を得る。
(もっと読む)
繊維強化プラスチック接合体および接合方法
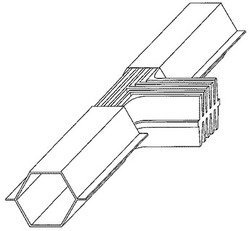
【課題】管構造を有する構造材料、特に熱可塑性樹脂をマトリックスとする繊維強化プラスチックを接合してなる一体物、およびその製造方法を提供する。
【解決手段】複数の管状接合体(A)と、管状接合体の内部空間に配置されたコア構造体(B)とが溶着され一体化している接合体(C)であって、管状接合体(A)およびコア構造体(B)は熱可塑性材料から構成され、コア構造体(B)は複数の接合用凸部を有している接合体(C)。
(もっと読む)
結晶性樹脂成形体の接着方法
【課題】難接着性結晶性樹脂成形体を、充分な接着力をもってしかも簡便に接着する方法を提供する。
【解決手段】結晶性樹脂成形体同士あるいは結晶性樹脂成形体と他の部材とを熱硬化性接着剤を用いて接着させるに際し、成形体を成形体の溶解度パラメータSP値との差が8 J1/2/cm3/2以下の有機溶剤とともに成形体の接着面に接着成分を浸透させる。
(もっと読む)
複合成形品の製造方法
【課題】
PPS樹脂とインサート金属と直接的に接した面での高い接合強度を有し、且つインサート金属や中空複合体に内包される精密部品に対しても熱や衝撃による損傷を与えることなく複合化することを課題とする。
【解決手段】
(A)降温結晶化温度が205℃以下のポリフェニレンスルフィド樹脂100重量部に対し、(B)エポキシ樹脂1〜10重量部、(C)単繊維径10μm以上のガラス繊維5〜100重量部を配合してなる熱可塑性樹脂組成物を金属インサートした射出成形品にレーザー光を照射し、他の成形品とレーザー溶着する複合成形品の製造方法。
(もっと読む)
光学デバイス
【課題】ナノインプリント等の転写成形による、基板表面に屈折率の高い微細構造を有した光学デバイスを提供する。
【解決手段】基板表面に微細構造が形成された光学デバイスであって、一般式(1)で表わされるエピスルフィド化合物と光塩基発生剤を含有する光硬化性組成物を用いることを特徴とする光学デバイス。
(式中、mは0から6の整数、nは0から4の整数であり、R1,R2はそれぞれ独立に、水素原子またはC1〜C10の炭化水素であり、R3,R4はそれぞれ独立にC1〜C10の炭化水素である。)
(もっと読む)
インモールド成形の製作方法及びその製作方法を使用したケース

【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
配線ユニットの製造方法
【課題】工程を簡素化し部品点数を低減する配線ユニットの製造方法を提供する。
【解決手段】配線ユニットの製造方法は、一次成形工程とターミナル挿着工程とを含む。一次成形工程では、一次成形体11を樹脂で成形する。一次成形体11には、互いに略直交する下層溝部21および上層溝部22が形成される。電気的導通のための配線部材であるターミナル41は下層溝部21に挿着され、ターミナル42は上層溝部22に挿着される。下層溝部21と上層溝部22とが交差する部位では、ターミナル41とターミナル42とが溝部21、22の深さ方向に互いに間隙を有するように積層する。これにより、従来技術のように各ターミナルを一次成形体にインサート成形することなく、一つの一次成形体に複数層のターミナルを挿着することができるため、工程を簡素化することができ、一次成形体の部品点数を減らすことができる。
(もっと読む)
薄肉の中間成形品の製造方法
【課題】PPSの結晶化度を低く抑えることで二次加工が容易になり、製造効率を高めることで、二酸化炭素の排出量の減少ができる、好適な薄肉の中間成形品の製造方法を提供する。
【解決手段】非晶状態のポリフェニレンスルフィド(PPS)を含む樹脂組成物からなるシートを得る工程、前記シートをPPSのガラス転移温度(Tg)+20℃以上の温度から、冷結晶化温度(Tcc)+10℃以下の温度に予熱する工程、予熱したシートを10〜150℃に設定した金型内に入れて熱成形した後、さらに前記温度範囲で保持してPPSの結晶化度が20%以下である薄肉成形品を得る工程、有している薄肉の中間成形品の製造方法。
(もっと読む)
11 - 20 / 134
[ Back to top ]