
国際特許分類[B29K81/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 主鎖中に窒素,酸素または炭素のみを有しまたは有さないで硫黄を有する重合体を成形材料として使用 (134)
国際特許分類[B29K81/00]に分類される特許
81 - 90 / 134
金属と樹脂の複合体の製造方法
【課題】安全な作業環境での従事が可能であり、しかも充分な接合強度で金属材と熱可塑性樹脂とを一体成形でき、低コストで金属と樹脂の複合体を製造できる方法を提供する。
【解決手段】微多孔質の水酸基含有皮膜が形成された金属の表面に、熱可塑性樹脂を射出し、上記皮膜を介して金属と熱可塑性樹脂とを一体化する。ここで、水酸基含有皮膜は、金属の表面に温水処理を施すことにより容易に且つ低コストで形成でき、水酸化皮膜及び/又は水和皮膜ということもでき、金属の水酸化物及び/又は水和酸化物を含む皮膜ということができる。好適な態様においては、前記金属の表面に少なくとも5nm以上の厚さ、好ましくは5nm〜100nmの厚さの微多孔質の水酸基含有皮膜が形成されている。温水処理としては、金属を50℃以上の温水に30秒以上、好ましくは60〜90℃の温水に1〜30分浸漬する処理が好ましい。
(もっと読む)
中空樹脂成形品の製造方法
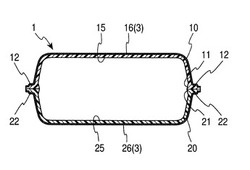
【課題】 強度・剛性を充分有する、製造が容易な中空樹脂成形品の製造方法が課題である。
【解決手段】熱可塑性合成樹脂製の中空樹脂成形品1において、中空樹脂成形品は、アッパーシェル部10とロアシェル部20それぞれ射出成形により分割して別々に成形する。そのアッパーシェル部10とロアシェル部20のそれぞれの開口周縁部11、21が融合されているとともに、接合面の温度が、アッパーシェル部10とロアシェル部20を構成する合成樹脂の結晶化温度よりも50℃高い温度から結晶化開始温度までの間に下がった時点で、圧接の圧接圧よりも高い圧力で開口周縁部11、21を圧縮してアッパーシェル部10とロアシェル部20の開口周縁部11、21を溶着した中空樹脂成形品の製造方法である。
(もっと読む)
ポリスルホンポリマーを含有する微細構造化フィルム
【課題】向上された熱安定性、光再利用能力、および複製忠実パーセントを提供する透明微細構造化ポリマーフィルムの提供。
【解決手段】本発明は、その少なくとも1面に微細構造を含むフィルムに関し、そのフィルムはポリスルホンポリマーを含む。かかるフィルムは向上された熱安定性、光再利用能力、および複製忠実度を示す。
(もっと読む)
樹脂レンズの製造方法とその樹脂レンズ

【課題】エピスルフィド樹脂を含む少なくとも2種類の性質の異なる樹脂素材を用いた樹脂レンズの製造方法であって、エピスルフィド樹脂の短所を補完する樹脂レンズの製造方法を提供する。
【解決手段】エピスルフィド樹脂を含む少なくとも2種類の樹脂素材のうち、少なくとも1種類の樹脂素材を流動性がなく、それ自体は完成品レンズとしての性能を有していない成形体となし、成形体の被密着面にキャビティを形成し、該キャビティに前記樹脂素材とは異なる種類の素材原料を注入してキャビティ内で重合硬化させることにより、少なくとも2種類の樹脂素材が相互に密着し一体化した樹脂成型物を得ることにより、(a)エピスルフィド樹脂より視感透過率が向上しているか、(b)エピスルフィド樹脂より耐衝撃性が向上しているか、(c)染色可能となされているか、又は(d)エピスルフィド樹脂より機械加工特性が向上した樹脂レンズを得る。
(もっと読む)
インジェクションブロー成形瓶およびその金型
【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
アルミニウム合金の枠体とその製造方法
【課題】軽量化を図り強固で運搬を容易にした大型製品枠体の製造技術の提供。
【解決手段】押し出し材から所定形状に加工し、ヒドラジン、アンモニア、水溶性アミンのいずれか1つ以上を含む水溶液に浸漬する工程により、その表面を平均直径20〜80nmの微細凹凸部形状としたアルミニウム合金押し出し材の枠状部材1の接合部に、20〜50%の繊維系フィラー入りの熱可塑性樹脂組成物を射出して大型の仮枠体を形成し、この仮枠体をアニ−ルしてから支持部材を固定し正確な枠状部材1にする。
(もっと読む)
多層ブロー成形品
【課題】本発明の目的は、柔軟で燃料バリア性に優れており、各層の接着性が良好で、かつ耐熱性・耐薬品性・耐油性等の特性を兼ね備えた多層ブロー成形品を提供することである。また、本発明の目的は、多層ブロー成形品から形成される燃料配管、燃料容器、燃料タンク、薬液容器を提供することである。
【解決手段】フッ素樹脂(A)10〜95重量%および架橋フッ素ゴム(B)90〜5重量%を含む熱可塑性重合体組成物(X)と、熱可塑性樹脂(Y)を積層してなる多層ブロー成形品であって、フッ素樹脂(A)が、融点120〜330℃の含フッ素エチレン性重合体(a)を含み、架橋フッ素ゴム(B)が、フッ素樹脂(A)および架橋剤(C)の存在下、少なくとも1種のフッ素ゴム(b−1)または含フッ素熱可塑性エラストマー(b−2)を溶融条件下にて動的に架橋処理したものである多層ブロー成形品である。
(もっと読む)
タンク及びその製造方法
【課題】ポリアリーレンスルフィドを成形してなる容器部と金属表面を化学処理した口金からなり、機械特性、成形加工性及び気密性に優れたタンク及びその製造方法を提供する。
【解決手段】高化式フローテスターにて、測定温度315℃、荷重10kgの条件下、直径1mm、長さ2mmのダイスを用いて測定した溶融粘度が500〜30000ポイズであるポリアリーレンスルフィド97〜99.9重量%、カルナバワックス0.1〜3重量%、場合によっては更に繊維状充填剤及び/又無機充填剤からなる容器部と、金属表面を化学処理した口金とからなるタンク。
(もっと読む)
レーザー光透過性着色樹脂組成物及びその関連技術
【課題】 成形精度に優れ、成形物の外観・光沢が良好で、成形物をレーザー溶着に用いる場合に溶着対象部材との間隙を防ぎ又は効果的に低減させ得、耐熱性・堅牢性も良好な、レーザー光透過性着色樹脂組成物、寸法安定性・形状安定性に優れ、レーザー溶着に用いた場合に溶着対象部材との間隙を防ぎ又は効果的に低減させ得るレーザー光透過性部材。
【解決手段】 ポリフェニレンサルファイド樹脂と、TG/DTA熱分析で200−300℃に吸熱ピークを有する着色剤を含有し、DSC熱分析でレーザー光透過性着色樹脂組成物の結晶化点TCと、前記着色剤を含有しないものの結晶化点TNの差TC−TNが0℃以上のレーザー光透過性着色樹脂組成物。そのレーザー光透過性着色樹脂組成物からなりDSC熱分析で発熱エネルギーのピークと吸熱エネルギーのピークを各1つ有するレーザー光透過性部材。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】表面に金属酸化物等の結晶を含むマグネシウム合金又はマグネシウム合金製の金属部品と樹脂を強固に一体化して接合(固着)する。
【解決手段】化成処理済みのマグネシウム合金部品が使用できる。金属酸化物、金属炭酸化物、又は金属リン酸化物の結晶層が出来た表面層に、樹脂組成物がポリフェニレンサルファイド(PPS)70〜99重量%とポリオレフィン系樹脂1〜30重量%とを含むものを一体に固着する。ポリフェニレンサルファイド単独系より射出接合力が優れている。マグネシウム合金部品の表面を化成処理し、これを金型にインサートし、前記樹脂組成物を射出させて接合して複合体を得る。
(もっと読む)
81 - 90 / 134
[ Back to top ]