
国際特許分類[B29L12/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | フレーム (10)
国際特許分類[B29L12/00]に分類される特許
1 - 10 / 10
樹脂製メガネフレーム及びその部品の製造方法
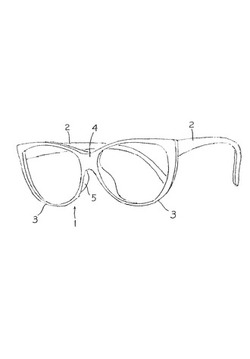
【課題】表面に金属光沢面を形成した樹脂製メガネフレームを提供する。
【解決手段】メガネフレームの部品となるフロント部1及びツル2,2はポリフェニルサルホン又はポリエーテルイミドを使用して所定の形状に射出成形されたもので、上記フロント部1及びツル2の表面に厚さが0.05μ〜0.3μのチタン粉末を密着した蒸着膜を形成し、該蒸着膜の上に150℃〜200℃の高温で塗装した厚さ10μ〜20μの塗装膜を形成している。
(もっと読む)
リサイクル可能ポリマーで作られた自転車フレームを得るための鋳型およびプロセス

【課題】リサイクル可能ポリマーで作られる自転車フレームを得るための鋳型および射出プロセスを提供する。
【解決手段】鋳型が、固定部分2と可動部分3から構成され、固定部分2も可動部分3も、熱射出ポリマーを受けそれに続いて自転車フレームを得るために共同で構造通路を構成するようにそれぞれの支承キャビティプレート2c,3cが組み付けられる基部プレート2b、3bを備える。可動部分3のキャビティ支承プレート3cは、メイン中央引出しGPがが組み付けられる長手方向ベッド3dを備え、第2の引出しGSが組み付けられる側部ベッド3eをさらに備える。前記長手方向ベッド3dは、メイン引出しGPがそこを滑ることできるようにする周囲トラック3fを備え、メイン引出しGPが水平方向MHに移動できるようにする角度に配置される押しピン3gを備える。側部ベッド3eは、第2の引出しGSのための押しピン3g’をさらに備える。
(もっと読む)
多材射出成形機および多材射出成形方法
【課題】必要とされる型締力の割に生産効率がよく、型開閉に伴う成形サイクルを短縮することが可能な多材射出成形機および多材射出成形方法を提供する。
【解決手段】多材射出成形機10は、第1の盤12に取付けられる金型14,15と、第2の盤13に取付けられる金型21,22と、金型14,15と金型21,22との間に配設される中間金型27と、中間金型27またはそのキャビティ28を少なくとも型開閉方向と直交する方向に移動させる移動機構29と、金型14および中間金型27の間と金型21および中間金型27の間にそれぞれ形成される複数の一次キャビティC1,C1に射出を行う第1の射出装置31と、金型15および中間金型27の間と金型22と中間金型27の間にそれぞれ形成され前記一次キャビティC1,C1と形状の異なる複数の他のキャビティC2,C2に射出を行う第1の射出装置31以外の他の射出装置32とを備える。
(もっと読む)
プラスチック製眼鏡フロント枠の製造方法
【課題】 簡素な工程で製造時間を飛躍的に短縮でき、かつ、肉厚の補強部位を作出するができて材料歩留りにも優れ、しかも、褶曲模様を作出して装飾性を醸し出すこともできるプラスチック眼鏡フロントの製造方法を提供すること。
【解決手段】 サイド湾曲し帯熱状態のフロント基板Fを、仮枠プレス金型M2上に移送載置して挟圧プレスすることによって、曲面部を有する仮枠形状を成形し、冷却硬化せしめた後、リム部2の上下それぞれに余肉部21を成形しつゝ表層を切削除去し、この仮枠プレスおよび切削加工したフロント基板Fを再び加熱して表層を軟化させ、このフロント基板Fを仕上げプレス金型M3上に移送載置して挟圧プレスするとき、キャビティ内において前記リム部2の余肉部21の表層樹脂をブリッジ部1およびサイド部3方向にそれぞれ肉移動させて、厚肉部Tを成形して表面形状を整形するとともに、この表層を仕上げ切削加工する。
(もっと読む)
射出成型用金型、及びその金型によるハウジングの製造方法
【課題】本発明は、加工工程が簡単で、ハウジングの製造コストが低い射出成型用金型を提供すると共に、その射出成型用金型によるハウジングの製造方法を提供する。
【解決手段】本発明の射出成型用金型は、雌型と、前記雌型に対応する雄型と、を備え、前記雌型及び前記雄型の一方に切断部が突設され、他の一方に前記切断部を収納する収納穴が開設されている。
(もっと読む)
シート材の樹脂成形方法
【課題】本発明は、表面形状が変形又は破損しやすいシート材の表面形状を損なうことなく樹脂封止して成形することが可能なシート材の樹脂成形方法を提供することを目的とするものである。
【解決手段】上面に凹部が形成された基板材1を成形し、形成された凹部にシート材3を収容してその上面に前処理用樹脂材料を付与する。付与方法としては、液状の樹脂材料をスプレーにより均一に散布して付与したり、上面を樹脂フィルムで被覆して加熱により融解して付与する。前処理用樹脂材料が付与されたシート材3の上面を含む下型10の上面全体に面方向に沿って封止用樹脂材料を流入させて充填する。充填した樹脂材料を固化させてシート材3を両側から樹脂封止する。
(もっと読む)
アルミニウム合金の枠体とその製造方法
【課題】軽量化を図り強固で運搬を容易にした大型製品枠体の製造技術の提供。
【解決手段】押し出し材から所定形状に加工し、ヒドラジン、アンモニア、水溶性アミンのいずれか1つ以上を含む水溶液に浸漬する工程により、その表面を平均直径20〜80nmの微細凹凸部形状としたアルミニウム合金押し出し材の枠状部材1の接合部に、20〜50%の繊維系フィラー入りの熱可塑性樹脂組成物を射出して大型の仮枠体を形成し、この仮枠体をアニ−ルしてから支持部材を固定し正確な枠状部材1にする。
(もっと読む)
合成樹脂製枠体の成形方法
【課題】内側に開口部がある合成樹脂製枠体の優れた成形方法。
【解決手段】キャビティ22に連通し、合成樹脂製枠体の開口部の周縁に対応する位置の全体に亘って溶融樹脂原料を注入できる注入ゲート23と、これに連通する供給口241を有する溶融樹脂原料の貯留部24と、供給口、注入ゲートの連通を遮断する移動可能な閉鎖部25とを有する、移動型211と固定型212からなる金型21を用いて、溶融樹脂原料を貯留部に一旦貯留し、その後、前記貯留部に貯留された溶融樹脂原料の圧力により、閉鎖部がスライド移動し、該溶融樹脂原料がキャビティ内に注入され(選択図の様態)、その後、移動型が移動し、注入ゲートと供給口との連通を封鎖するともに、キャビティの幅方向が狭くなり、溶融樹脂原料がキャビティ全体に充填されて成形がなされ、その後、金型を開いて成形された合成樹脂製枠体を取り出すことによって成形する。
(もっと読む)
開口部を有する合成樹脂製枠体の成形方法
【課題】 コンピューターのディスプレーの枠体や、液晶テレビ或いはプラズマテレビ等のディスプレー用の枠体など、内側に開口部を有する合成樹脂製枠体を、性状的に一定品質の合成樹脂成形品として一挙に成形することができる。
【解決手段】 内側に開口部を有する合成樹脂製枠体の成形方法であって、
前記枠体成形用の周部キャビティ300と、該周部キャビティ300に連通する溶融樹脂原料の注入ゲート400を備え、かつ、当該注入ゲート400が、前記開口部に対応する位置の領域全体に亘って設けられた溶融樹脂原料の貯留部401を備えた金型を用い、
この金型内に供給された溶融樹脂原料を前記貯留部401で一旦貯留し、この貯留部401から前記周部キャビティ300への溶融樹脂原料の注入分を閉型時に前記周部キャビティ300に注入して成形することを特徴とする。
(もっと読む)
眼鏡フレーム
レンズ支持部分と、レンズ支持部分のそれぞれ第1および第2横側部から後方に延出する第1および第2テンプルとを有するフレーム本体とを備える眼鏡フレームである。フレーム本体は、第1部材および第2部材を有する。第1および第2部材は、部分的に同一の広がりを持ち、第1および第2部材の各々が、眼鏡フレームの外向きの表面の一部を画定する。 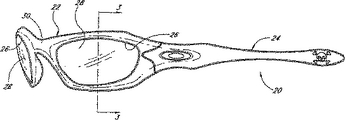 (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]