
国際特許分類[B29L16/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 波形物品 (11)
国際特許分類[B29L16/00]に分類される特許
1 - 10 / 11
押出成形品、雨樋、押出成形品の製造方法、及び成形金型

【課題】樹脂からなる押出成形品であって、表面に凹凸があるように見えることにより押出成形品の外観を向上させ、容易に製造することができ、寸法精度よく製造することができる押出成形品、押出成形品の製造方法、及び成形金型を提供する。
【解決手段】押出成形品1は、断面形状に折曲部又は湾曲部を有する押出成形品1であって、少なくとも一方の面に、凹条12及び凸条13が交互に連続して配された樹脂からなる基材11と、該基材11の前記凹条12及び凸条13が成形された面を、少なくとも凹条12を充填するように被覆するとともに、表面が基材11より平滑であり、透明な樹脂からなる被覆層21とを備える。
(もっと読む)
フィルタエレメント

【課題】簡易な構成で、濾過性能を損なうことなく、負圧による濾材シートの変形を抑えて濾材シート間の密着を抑制することができるフィルタエレメントを提供する。
【解決手段】フィルタエレメント10は、濾材シート11の長手方向と直交する方向に延びるように山折り部12と谷折り部13が山折りの折り線14aと谷折りの折り線14bにより交互に形成されて襞状に構成されている。そして、エアが谷折り部13側から山折り部12側へ通過するようになっている。山折り部12には折り筋16により突起17が平面菱形状に形成され、該突起17は隣り合う山折り部12に互いに対向するように形成されている。この突起17の前後には折り目18によって突起17を保持する保持部分19が形成されている。該保持部分19の少なくとも先端部19aにおける折り目18が加熱プレス加工により形成されている。
(もっと読む)
波形発熱体製造方法、波形発熱体。
【課題】
自立形状固定波形包材を少なくとも一部に使用した波形発熱体製造方法、波形発熱体を提供する。
【解決手段】
少なくとも一つの方向に対して、正常質領域と異質領域を交互に繰り返し、スプリングバックによる元の状態への完全復帰を防止した、波形を形成する起点を有する自立形状固定波形包材と発熱組成物成形体製造装置を使用し、少なくとも自立形状固定波形包材を基材又は被覆材に使用するように選択し、波形発熱体を製造する波形発熱体製造方法、波形発熱体である。
(もっと読む)
表面形状転写樹脂シートの製造方法
【課題】転写型の表面形状を精度よく、速やかに転写して、効率よく表面形状転写樹脂シートを製造し得る方法を提供する。
【解決手段】樹脂を加熱溶融状態でダイ4から連続的に押し出して連続樹脂シートを製造するシート製造工程と、連続樹脂シートを第一押圧ロール5aと第二押圧ロール5bとで挟み込む第一押圧工程とを含み、上記第一押圧ロール5aまたは第二押圧ロール5bのいずれかの表面に金属製の転写型を備え、この転写型は、複数の凹部または凸部を有し、該凹部または該凸部のピッチ間隔が10μm〜500μmであり、該凹部の溝深さまたは該凸部頂部高さは30μm〜1500μmであり、上記第一押圧工程において、連続樹脂シートの表面に第一押圧ロール5aまたは第二押圧ロール5b表面に備えた転写型が転写され、上記樹脂は、結晶化温度ピークの幅が9℃以下である結晶性高分子樹脂。
(もっと読む)
固体状態でフィルムを長手方向に延伸するための方法およびその方法を実施するための装置
熱可塑性フィルム材料(20)を長手方向に配向するための方法および装置が、長手方向延伸ゾーン(9、10)の上流に幅縮小ゾーンを備え、それを介して、ネッキングなしに長手方向延伸を可能にするようにフィルムの幅が徐々に縮小される。幅縮小ゾーンは、材料をひだ付けするために噛み合う溝または円板を備える少なくとも2組のひだ付けローラ(7、1)を備える。前記下流(1)ローラは、
a)波形のピッチが、頂部の中央から各隣接する頂部の中央まで測定して、20mm以下であり、
b)頂部の中央から各隣接する頂部の中央まで波形ローラ表面に沿って測定された周長を、前記ピッチで除したものが、1.10から1.80の間の範囲内にあり、
c)前記ミニローラの直径が、波形の頂部で測定して、最高で前記ピッチの4倍である大きさによって規定されるミニローラを含む。好ましくは、1対のミニローラの組が、往復運動マウントでフィルムの両側に配置され、一方のミニローラ次いで他方のミニローラの周りでフィルムが交互に巻き付くことを可能にする。該方法は、特にポリエチレンおよびポリプロピレンフィルムについて、高い引張強さ、降伏点、引裂伝播に対する抵抗、および破壊抵抗の達成を可能にする。 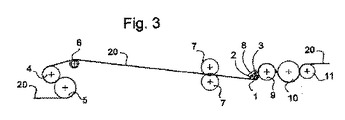 (もっと読む)
(もっと読む)
波形シートの製造方法及び製造装置、発熱体の製造方法並びに発熱体
【課題】 シート部材を安定した状態で搬送してシート部材の通気性や伸張や破断を防止しつつ、シート部材を皺を寄らせず、正確な波形であるプリーツに容易に曲折することのできる製造装置、製造方法及び発熱体を提供する。
【解決手段】 シート部材を凹凸状の部材を使用して波形に形成する方法であって、前記シート部材の中央側から外側に向かって漸次波付けを行うことを特徴とする。
(もっと読む)
波形可撓管の製造方法及び波形可撓管
【課題】製作性と製品品質の向上を図った波形可撓管の製造方法、及び、波形可撓管を提供する点にある。
【解決手段】循環始端において順次に対向する分割成形型4,5が型合わせされて管壁成形面4a,5aが形成される接合状態に、循環下手側において接合状態から対向する分割成形型が順次に離隔する分離状態になりながら、循環始端部に配備されたダイス3の管壁成形用第1樹脂押出口Cから連続して筒状に押し出される未硬化状態の管壁成形用樹脂6Aを、分割成形型4,5の外部から吸引して管壁成形面Eに密着させることによって管壁1を形成し、ダイス3の隔壁成形用第2樹脂押出口Dから連続して押し出された未硬化状態の隔壁成形用樹脂6Bの一部を、第1樹脂押出口Cから押し出された管壁成形用樹脂6A内を大気圧に維持した状態で、管壁成形用樹脂6Bの一部に融着又は融合することで管壁内を区画する隔壁2を形成する。
(もっと読む)
積層シート
【課題】引張強度、引張弾性率及び耐熱性の優れた延伸熱可塑性ポリエステル系樹脂シートと熱可塑性樹脂層が強固に接着しており、線膨張係数が低く、軽量で、耐衝撃性、耐久性、作業性、生産性等が優れている積層シート、特に、雨樋等の外装建材として好適に使用できる積層シートを提供する。
【解決手段】非晶状態の熱可塑性ポリエステル系樹脂シート1を、該熱可塑性ポリエステル系樹脂1のガラス転移温度−20℃〜該熱可塑性ポリエステル系樹脂1のガラス転移温度+20℃の温度で引抜延伸したのち、該引抜延伸温度より高い温度で一軸延伸して得られた延伸熱可塑性ポリエステル系樹脂シート1の両面に細かい凹凸加工をした後、熱可塑性樹脂層3が積層されていることを特徴とする積層シート。
(もっと読む)
凹部を有する延伸熱可塑性ポリエステル系樹脂シート及びその積層シート
【課題】熱可塑性樹脂との接着性、引張強度、引張弾性率及び耐熱性の優れた延伸熱可塑性ポリエステル系樹脂シート及びそれを用い、線膨張係数が低く、軽量で、耐衝撃性、耐久性、作業性、生産性等が優れている積層シート、特に、雨樋等の外装建材として好適に使用できる積層シートを提供する。
【解決手段】非晶状態の熱可塑性ポリエステル系樹脂シートを、該熱可塑性ポリエステル系樹脂のガラス転移温度−20℃〜該熱可塑性ポリエステル系樹脂のガラス転移温度+20℃の温度の一対のロール間を通して引抜いて引抜延伸した後、該ロールの温度より高い温度で一軸延伸した延伸熱可塑性ポリエステル系樹脂シートの少なくとも一面に凹部が穿設されていることを特徴とする凹部を有する延伸熱可塑性ポリエステル系樹脂シート。
(もっと読む)
熱可塑性エラストマー成形品及びその製造方法
【課題】 製造時の変形を抑制し、製品形状の安定化を図った熱可塑性エラストマー成形品及びその製造方法を提供する。
【解決手段】 射出成形により成形されたパリソン15がブロー成形されることで得られる熱可塑性エラストマー成形品10であって、射出成形時に形作られる筒状の端部12と、射出成形後のブロー成形時に形作られる、屈曲可能な蛇腹形状の胴体部11と、を有する熱可塑性エラストマー成形品10において、端部12と胴体部11との間に、射出成形時に端部12と胴体部11との間の熱伝導を抑制する、薄肉かつ筒状の熱伝導抑制部(筒状部14)を備えることを特徴とする。
(もっと読む)
1 - 10 / 11
[ Back to top ]