
国際特許分類[B29L23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929)
国際特許分類[B29L23/00]の下位に属する分類
葉巻タバコ用または紙巻きタバコ用ホルダー
ひだつきホース (41)
柔軟性絞り出しチューブ,例.化粧品用 (12)
エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/00]に分類される特許
101 - 110 / 867
導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置およびローラの製造方法
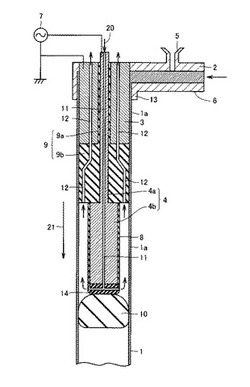
【課題】外周面へのプラズマ処理が低減された導電性樹脂チューブを製造することが可能な導電性樹脂チューブの製造方法、導電性樹脂チューブの製造装置、およびその導電性樹脂チューブを用いたローラの製造方法を提供する。
【解決手段】導電性樹脂チューブ前駆体を第1の電極とし、導電性樹脂チューブ前駆体の内側に配置された電極を第2の電極として、第1の電極と第2の電極との間に電圧を印加することによってガスのプラズマを発生させて、導電性樹脂チューブ前駆体の内周面をプラズマにより連続的に処理する導電性樹脂チューブの製造方法および導電性樹脂チューブの製造装置、ならびにそのようにして製造された導電性樹脂チューブを用いたローラの製造方法である。
(もっと読む)
金型及び熱可塑性樹脂系繊維強化複合材料成形品の製造方法

【課題】キャビティ面の加熱及び冷却を急速に行ってハイサイクルに成形材料を成形できる金型、並びに該金型を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法の提供を目的とする。
【解決手段】20℃における固有抵抗値が4.0〜100μΩ・cmの磁性金属材料により形成されたキャビティ面14、24を有する上型10及び下型20を具備し、上型10及び下型20のそれぞれに、20℃における固有抵抗値が5.0μΩ・cm以下の非磁性金属材料により形成される冷却回路16、26と、キャビティ面14、24を高周波誘導加熱する誘導加熱コイル17、27が設けられている金型1。また、金型1を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法。
(もっと読む)
管接合部の接合
管接合部の接合方法及び接合管組立品について記載する。管接合部、例えば、管及び連結管は、形状記憶ポリマーキーを使用して形成される機械的な干渉結合により接合される。一方の管接合部の第1キー溝にキーを挿入し、第1キー溝を第2管接合部の第2キー溝と位置合わせするように管を嵌合し、両方のキー溝を少なくとも部分的に満たすように形状記憶ポリマーを活性化することができる。 (もっと読む)
ケースの製造方法、及びケース
【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
ケースの製造方法、及びケース
【課題】軸方向に沿って外径が大きく変化するファンケース1を製造する場合であっても、複合材料の強度低下に繋がるしわや繊維の蛇行の発生を抑えて、ファンケース1の強度及び剛性を十分に高めること。
【解決手段】織物25をマンドレル7の成形面S側に巻付ける織物巻付工程と、ロービング35をマンドレル7の周方向に対して−10〜+10度の傾斜角βを保った状態でマンドレル7の成形面S側に螺旋状に巻付けるロービング巻付工程を交互に複数回繰り返すこと。
(もっと読む)
管体の押出成形方法および管体の押出成形装置
【課題】管体(ホース)の押出成形方法は、マンドレルを用いなくても、複雑な曲げ形状を有する管体を製造する。
【解決手段】製造方法は、断面円形の開口側内周面25aを有する押出孔25と、押出孔25と同芯上に配置された芯側ダイス26とを有する押出ダイス23を用いて、開口側内周面25aと芯側ダイス26の芯側外周面26dとの間に形成される押出通路27を通じて、ゴム材料を押し出すことにより押出管体HAを形成する。このとき、芯側ダイス26を押出孔25に対して回転および軸方向へ位置制御することにより、ゴム材料が開口側内周面25aと芯側外周面26dとに接触する面積を周方向で変更し、ゴム材料が押し出される速度を周方向で異なる値に設定して、押出管体HAを曲げ形状とする。
(もっと読む)
押出成形用樹脂組成物及び架橋ポリエチレン管の製造方法
【課題】酸化防止剤や滑剤の成形時におけるブリードアウトによる目ヤニの発生を極力抑えることができる架橋ポリエチレン管成形用樹脂組成物及びこの架橋ポリエチレン管成形用樹脂組成物を用いた架橋ポリエチレン管の製造方法を提供する。
【解決手段】シラングラフトポリエチレンと、酸化防止剤と、滑材とを含み、かつ、シラングラフトポリエチレン100重量部に対してマレイン酸変性ポリエチレンを0.5〜2.0重量部含む押出成形用樹脂組成物を管状に押出成形するとともに、シラングラフトポリエチレンを架橋させるようにした。
(もっと読む)
管路の内張り材及び内張り材の牽引索取り付け穴の形成方法
【課題】内張り材1の牽引索取り付け穴2に牽引索3を取り付けて牽引しても、繊維層4が変形したり破壊されたりしない構造を提供する。
【解決手段】少なくとも一層以上の繊維層4を有する管路の内張り材1において、当該内張り材1の端末部に牽引索取り付け穴2を穿設し、当該牽引索取り付け穴2の周囲の前記繊維層4に、反応硬化性樹脂液6を含浸し、これを硬化せしめてなる。
【効果】反応硬化性樹脂液6で固められた繊維層4全体に力がかかるので、繊維層4が局部的に変形したり破壊されたりすることがない。
(もっと読む)
据置き型チューブシール装置
【課題】装置全体の大型化を抑制しつつ、シール時の作業性を向上することが可能で、装置全体の大型化抑制及びシール時の作業性向上の効果を比較的高い次元で両立することができる据置き型チューブシール装置を提供する。
【解決手段】装置本体10と、装置本体10に設けられ、直線状に配列された4個のチューブシール部20A〜20Dと、4個のチューブシール部におけるチューブシール動作を制御する制御部80とを備える据置き型チューブシール装置1。第3群に属するチューブシール部20Bは、チューブをシール可能な進行位置とチューブをシールできない退避位置との間を進退可能に構成されており、第1及び第2群に属するチューブシール部20A,20C,20Dは、進行位置から退避位置への退避動作ができないように構成されている。
(もっと読む)
筒状金型の製造方法
【課題】低コストでしかも高精度な内面を有する筒状金型の製造方法を提供する。
【解決手段】筒状金型を形成するに際し、鋳鉄製パイプ8の内面8bを機械加工したあと、鋳鉄製パイプ8の内面8bにメッキを施し、その後、研削加工する。
(もっと読む)
101 - 110 / 867
[ Back to top ]