
国際特許分類[B29L23/24]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929) | エンドレスチューブ,例.空気タイヤ用インナーチューブ (9)
国際特許分類[B29L23/24]に分類される特許
1 - 9 / 9
合成樹脂製円筒膜の切断方法および装置
【課題】連続的もしくは間欠的に送給される連続円筒膜の内周側に支持体を挿入配置できない場合であっても、その連続円筒膜の、切断刃による切断時の変形、変位等を十分に拘束することで、円筒膜の切断面を、常に平滑かつ平坦なものとして、OA機器の定着ベルト、転写ベルト、中間転写ベルト等としての適用を十分可能とする合成樹脂製円筒膜の切断方法を提供する。
【解決手段】連続的もしくは間欠的に送給される合成樹脂製の連続円筒膜Wを所定の長さに切断するに当り、連続円筒膜Wの外周面を、周方向の複数個所で負圧吸着しつつ、吸着個所の、円筒膜送給方向の前方側もしくは後方側への近接域で、連続円筒膜Wを、連続円筒膜Wの外側に配設した一枚以上の切断刃により、全周にわたって円弧状に切断する。
(もっと読む)
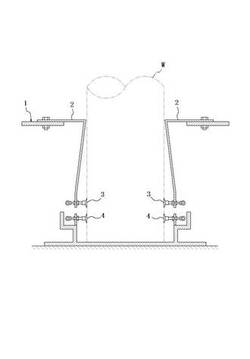
タイヤ用加硫モールドの加熱装置および加熱方法

【課題】電磁誘導加熱によって発熱される電磁誘導発熱体からの熱損失を有効に防止して、加硫モールドのタイヤ接触面への熱伝達効率を大きく高めたタイヤ用加硫モールドの加熱装置を提供する。
【解決手段】加硫ブラダ4との協力下で生タイヤの加硫成形キャビティ5を区画するタイヤ用加硫モールドの加熱装置であって、加硫モールド部分1、2、3の、少なくとも、タイヤとの接触面を、透磁率の小さい金属材料からなり、熱伝導性にすぐれた部材にて区画形成するとともに、タイヤとの接触面から離隔した所定位置に、透磁率の大きい金属材料からなる、電磁誘導発熱体11、12、13を配設し、該電磁誘導発熱体11、12、13を発熱させるコイル14、15、16を加硫モールド部分1、2、3を取付けられるプラテン側部材内7、9、10内に配設してなる。
(もっと読む)
タイヤ成形加硫用離型剤組成物及びタイヤ成形用ブラダー
【課題】同一ブラダーを用いてのタイヤ成形加硫回数を飛躍的に伸ばすとともに、タイヤ不良率を大幅に低減することができるタイヤ成形加硫用離型剤組成物及びそれを用いたタイヤ成形用ブラダーを提供する。
【解決手段】(A)環状ジオルガノポリシロキサンもしくは両末端シラノール基含有ジオルガノポリシロキサン又はこれらの組み合わせ 100質量部と、(B)特定のメルカプト基含有アルコキシシランもしくは特定のメルカプト基含有環状ポリシロキサン又はこれらの組み合わせ 5〜30質量部とを、(C)乳化重合触媒 0.1〜15質量部、(D)乳化剤 0.1〜15質量部、及び(E)水 80〜500質量部、の存在下で乳化重合してなるオルガノポリシロキサンラテックスを含有するタイヤ成形加硫用離型剤組成物;上記のタイヤ成形加硫用離型剤組成物でコーティングされたタイヤ成形用ブラダー。
(もっと読む)
粘接着剤組成物積層体の製造方法
【課題】空気入りタイヤの空気透過防止層として用いるのに適した、作業性に優れかつタイヤ走行時の問題のない積層体の製造方法の提供。
【解決手段】(A)ジエン系ゴム、(B)エポキシ変性スチレン−ブタジエン−スチレンブロック共重合体を含む熱可塑性エラストマーの基材ポリマー100重量部、粘着付与樹脂30〜100重量部及び有機過酸化物架橋剤0.1〜0.7重量部を含み、温度100℃及びせん断速度243sec-1 での未架橋時の粘度が5000〜20000ポイズであり、170℃における架橋後の硬さがロータレスレオメータのトルクで0.02〜0.10N・mである粘接着剤組成物並びに(C)(i)熱可塑性樹脂又は(ii)熱可塑性樹脂を連続相、ゴム組成物を分散相とした熱可塑性エラストマー組成物をインフレーション成型装置を用いて積層させて150℃以上の温度で架橋させる積層体の製造方法。
(もっと読む)
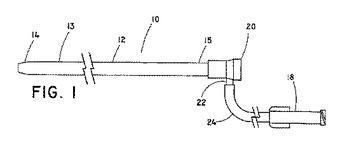
補強されたチューブを形成する方法
連続工程で補強されたチューブ状の医療装置を形成する方法、及び、該連続形成方法で形成される医療装置を提供する。線状に移動可能な細長いコアを準備する。官能化ポリマーとポリマー製のアウタージャケットの間が結合されるように、コアの移動した部分の周りに官能化ポリマーのコーティングを押出成形し、移動した部分に沿って官能化ポリマーコーティングの外側表面に補強材を形成し、移動した部分に沿って官能化ポリマー及び補強部材を覆うようにポリマー製のアウタージャケットを押出成形することによって、コアの移動した部分の周りに細長いチューブ状部材が形成される。細長いチューブ状部材はチューブ状の医療装置を形成するために所望の長さに切断され、コアが装置から取り除かれる。
 (もっと読む)
(もっと読む)
定着ベルト用基材、その製造方法、定着ベルト、定着装置、及び、画像形成装置
【課題】低価格でありながら画質への悪影響のない逆クラウン形状のベルト用基材、そのようなベルト用基材の製造方法を提供する。
【解決手段】ポリイミドまたはポリイミドアミドにより構成される矩形のシートの両端を互いに重ね合わせて無端状に接合してなる定着ベルト用基材において、前記矩形のシートの両端の互いに重ね合わせられた2つの面が、それぞれの先端に向かって薄くなるように前記シートの互いに異なる面が傾斜形状に加工されてなる傾斜面であり、該定着ベルト用基材の中央部での前記重ねあわせの幅が、該定着ベルト用基材の端部での前記重ねあわせの幅に比べ広く設けられ、かつ、前記定着ベルト用基材の全体形状が逆クラウン形状にされている定着ベルト用基材。
(もっと読む)
帯状補強部材の製造ライン、及び帯状補強部材の製造方法
【課題】帯状補強部材3の裁断面付近の伸び、帯状補強部材3の裁断面のほつれが少なくして、帯状補強部材3の幅精度を高めること。
【解決手段】カレンダーロール装置11おける一対のカレンダーロール13,15によって帯状補強部材3を連続的に成形して送り方向へ搬送する成形工程と、カッター装置35における第1カッター回転部材37と第2カッター回転部材39を巻取り装置45の巻取り速度と同じ速度で同期して回転させつつ、成形工程において成形された帯状補強部材3を第1カッター回転部材37と第2カッター回転部材39によって上下から挟むことにより、帯状補強部材3を所定幅に連続的に裁断する裁断工程と、所定幅に裁断された帯状補強部材3を巻取り装置45によって連続的に巻取る巻取り工程と、を具備したこと。
(もっと読む)
帯状補強部材の製造ライン、帯状補強部材の製造方法、及び空気のう
【課題】空気のう1の一連の製造時間を短くして、空気のう1の生産性を高めること。
【解決手段】
重合したゴムシート19,21と不織布シート23を上下から押圧する回転可能な一対のカレンダーロール29,31を備えてあって、帯状補強部材17を連続的に成形して送り方向へ搬送するカレンダーロール装置27と、送り方向Fからみてカレンダーロール装置27の下流側に配設されかつ帯状補強部材17に空気抜き穴17hを連続的に形成するピアッシング装置51と、送り方向Fからみてピアッシング装置51の下流側に配設されかつ空気抜き穴17hが形成された帯状補強部材17を連続的に巻取る巻取り装置77と、を具備したこと。
(もっと読む)
帯状補強部材の製造方法、及び空気のう
【課題】帯状補強部材17自体の品質を向上させつつ、空気のう1の製品不良を極力少なくすること。
【解決手段】ゴムシート19,21と不織布シート23を一体的に積層してなる帯状補強部材17を連続的に成形して送り方向へ搬送する成形工程と、成形工程において成形された帯状補強部材17を巻取り装置61によって連続的に巻取る巻取り工程と、を具備し、巻取り工程おいて、巻取り装置61によって巻取られる帯状補強部材17の単位幅当りの張力が1N/cm以上で8N/cm以下になるように、巻取り装置61の巻取りトルクを制御すること。
(もっと読む)
1 - 9 / 9
[ Back to top ]