
国際特許分類[B29L24/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 中空壁を有する物品 (121)
国際特許分類[B29L24/00]に分類される特許
1 - 10 / 121
射出成形用金型
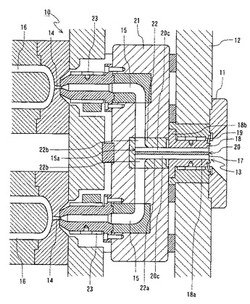
【課題】多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供する。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
(もっと読む)
2重壁ブロー成形体

【課題】圧縮初期のクッション性が高く、圧縮荷重によるリブの倒れが防止でき、衝撃吸収性の高い2重壁ブロー成形体を得る。
【解決手段】壁1から壁2に向けて窪んだ凹溝状の第1リブ3と、壁2から壁1に向けて窪んだ凹溝状の第2リブ4が形成され、両リブ3,4は平面視で略直交する。第1リブ3と第2リブ4は、それぞれ底壁12,15が2重壁の略中央部に位置し、交叉部16において底壁12,15同士が互いに溶着している。第1リブ3と第2リブ4は噛み合っていることが望ましい。第1リブ3及び第2リブ4は抜き勾配を有し、2重壁の厚み方向に圧縮荷重が作用してこの2重壁ブロー成形体が圧壊変形するとき、第1リブ3の両側壁10,11、及び第2リブ4の両側壁13,14がそれぞれ凹溝の内側に張り出し、圧壊変形の過程で互いに接触し、相手側の曲げ変形を妨害し圧縮荷重に対する抵抗力を増大させる。
(もっと読む)
2重壁ブロー成形体
【課題】2重壁の間に複数列の補強用のリブが形成された2重壁ブロー成形体。種々の方向の荷重に対する剛性が高く、反りの発生が抑えられ、外観性も優れる2重壁ブロー成形体を提供する。
【解決手段】2重壁1,2の間に複数列の凹状リブ5と、複数列の隠しリブ6が交互に配置されている。凹状リブ5は壁1から連続して壁2に向けて延びており、列の長さ方向に交互に配置されかつ長さ方向に連続した第1リブ7と第2リブ8からなる。第1リブ7は断面略台形状をなし、その頂面部12が壁2の内側に溶着している。第2リブ8は台形部16とパリソンが2重に溶着した板状部17からなる。隠しリブ6は壁2から連続して壁2に向けて延び、その頂部が壁1の内側に溶着し、かつ全体が互いに溶着して板状をなす。
(もっと読む)
フットレスト一体型の嵩上げ材
【課題】 自動車のフロアパンに配置されてフロア面の高さを設定する車両用フロア嵩上げ材において、フットレストを一体的に成形する。
【解決手段】 ブロー成形によってフットレスト16が一体的に形成されるフットレスト一体型の嵩上げ材10において、成形に伴う薄肉化部分22に補強用のインサート板24を備えるようにする。
(もっと読む)
パネル
【課題】
解決すべき課題は、リーンフォースパイプとインナーリブが共にデッキボードの長手方向にほぼ平行に配置されている場合、両端の支点間の距離が大きく、その距離のほぼ3乗に反比例して減少する曲げ剛性しか得られないという問題があり、その上更なる薄肉化を図るとすれば従来の剛性を保持することは非常に難しく、軽量化のための更なる薄肉化の余地が少ないという点である。
【解決手段】
パネルの長手方向にパネル内に挿入される全部のリーンフォースメントの長さ方向と、パネル内に一体に形成される少なくとも一本のリブの長さ方向をほぼ直交させることにより前記課題を解決した。
(もっと読む)
バルーンカテーテル用バルーンの成形金型及びバルーンの成形方法
【課題】十分な耐圧強度を有しながらバルーン直管部、及びバルーンテーパー部が均一に薄肉であり、屈曲した血管の狭窄部への挿入を容易にする柔軟性を兼ね備えたバルーンを提供する。
【解決手段】バルーンを成形する金型10において、バルーンの直管部、またはその一部に相当する金型内壁30の摩擦係数をバルーンのテーパー部、またはテーパー部とそれと連続する直管部の一部に至る部分に相当する金型内壁の摩擦係数よりも大きくした。
(もっと読む)
樹脂段ボール板の罫線形成装置
【課題】長尺状の罫線であっても、効率的に罫線を形成する。また、加熱ローラを使用して罫線を形成する場合には、樹脂段ボール板に対する加熱ローラの移動量と該加熱ローラの回転量を等しくして回転抵抗が発生するのを回避し、罫線周縁の樹脂段ボール板が破断するのを防止する。
【解決手段】テーブル上に載置された樹脂段ボール板に対して罫線ローラを圧接しながら二次元方向へ移動して折り目になる罫線を形成する罫線形成装置において、罫線ローラには、樹脂段ボール板に対する罫線ローラの移動速度に同期した回転速度で回転する電動モータを駆動連結する。
(もっと読む)
中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法
【課題】中空板材の折り曲げ用溝を短時間で、かつ、精度よく形成でき、生産性及び品質などを向上させることができる中空板材の折り曲げ用溝加工装置及び中空板材の折り曲げ用溝加工方法の提供を目的とする。
【解決手段】折り曲げ用溝加工装置1は、加熱部材2、冷却部材3、溝加工部材4を備え、加熱部材2及び溝加工部材4が気泡ボード10を加熱し、この加熱の後に、冷却部材3及び溝加工部材4が強制的に冷却することによって、折り曲げ用溝11を形成する構成としてある。
(もっと読む)
ハニカム構造のリブを有する二重壁ブロー成形体及びブロー成形用金型
【課題】二重壁ブロー成形体の曲げ剛性を、特定方向だけでなく全方向的に向上させる。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブ3が形成され、リブ3は多数の6角筒状のセル壁7からなるハニカム構造を有する。リブ3は壁1から連続して壁2に向けて延びる2枚の板が密着したもので、いわゆる隠しリブである。セル壁の交差領域、すなわちセル壁の3面が交差する箇所及びその近傍に存在するリブ3aが、壁2の内面との間に隙間を有し、交差領域に挟まれた中間領域に存在するリブ3bが壁2の内面に溶着している。各セル壁により区画された二重壁内のセル空間が、前記隙間を通して互いに連通している。
(もっと読む)
ブロー成形体
【課題】二重壁の偏平なブロー成形体の特定方向の曲げに対する剛性の低下を防止し、かつ全体的な曲げ剛性を高める。
【解決手段】二重壁のブロー成形体に、二重壁の壁1,2を連結するリブが形成され、前記リブは壁1から連続して壁2に向けて延びるリブ3と、壁2から連続して壁1に向けて延びるリブ4(4A,4B)からなる。リブ3とリブ4は共に複数列存在して平面視で互いに交差し、リブ3は長さ方向に沿った一部又は全部の領域においてその頂部が壁2の内側に溶着し、リブ4は長さ方向に沿った一部の領域においてその頂部が壁1の内側に溶着している。リブ3,4が交差する箇所では両リブが互いに溶着している。
(もっと読む)
1 - 10 / 121
[ Back to top ]