
国際特許分類[B29L28/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 網または類似物 (10)
国際特許分類[B29L28/00]に分類される特許
1 - 10 / 10
発泡ネットの製造方法

【課題】イチゴ栽培用シートとして好適な発泡ネットを提供する。
【解決手段】複数の発泡ストランドを所定の間隔を空けて並列させてストランド群を形成し、このストランド群の複数を、互いの発泡ストランドが交差する状態に重ねるとともに、それら交差部3において発泡ストランドどうしを融着一体化させて成る網目状の発泡ネットNで、複数のストランド群のうちの重ね方向で一端に位置するストランド群を形成する一端発泡ストランド1の発泡倍率よりも、重ね方向で他端に位置するストランド群を形成する他端発泡ストランド2の発泡倍率を小としてある発泡ネットの製造方法であって、1台のタンデム押出機の回転ダイスに、アウト口金8と、アウト口金に比べて横幅が広く上下幅の狭い扁平な形状を有するイン口金9とを取付け、アウト口金8とイン口金9を互いに異方向に回転させながら樹脂及び発泡剤を含有する原料を押し出す発泡ネットの製造方法。
(もっと読む)
ゴム被覆網状成形体及びその製造方法

【課題】良好な生産性が得られると共に、芯材を中心部分に配置させた高品質のゴム被覆網状成形体を得ること。
【解決手段】補強芯材12を網目状に配置した未加硫ゴム体11上に載せる工程(図1(a),(b))と、未加硫ゴム体11の左右両端を内側に丸めて当該未加硫ゴム体11で補強芯材12をくるむ工程(図1(c))と、補強芯材12を未加硫ゴム体11でくるんだ状態で、未加硫ゴム体11を加硫成形する工程(図1(d))を有する。
(もっと読む)
容器又は枠体に柔軟なメッシュ部材をインサート成型により一体化する方法
【課題】パウダー状化粧料容器の内蓋のような開口部を有する合成樹脂製の容器又は枠体に、インサート成型によりきわめて柔軟なメッシュ部材を一体成型する場合に、枠体に沿った溶融樹脂の流れによるメッシュ部材の変形を防ぐ一般的な方法を提供する。
【解決手段】開口部を有する容器1又は枠体のキャビティ内に予め柔軟なメッシュ部材を装着し、溶融樹脂を射出充填して、前記容器又は枠体の開口部を覆うように前記メッシュ部材を張設する成型方法において、前記成形型を構成する金型のうち前記開口部の周囲でメッシュ部材と重なる部分に、予め凹凸形状、例えば多数の放射状のリブを設けておくことにより、下型上面に沿う溶融樹脂の流れを抑止する。
(もっと読む)
接触ろ材成形体の製造方法および接触ろ材成形体
【課題】軽量で且つ通水性と水質改善効果の良好な接触ろ材およびその製造方法を提供すること。
【解決手段】加熱溶融状態の熱可塑性樹脂を、ノズルよりストランド状に押出し、一定の水平方向開口形状を有する枠体中に流下・堆積させるに際して、枠体をノズルに対して水平二次元方向に繰り返し相対移動させ、且つノズルより枠体への流下中にストランドを冷却し、半固体状のストランドを枠体中に流下・堆積させることにより空隙率を50〜90%に制御することを特徴とする接触ろ材成形体の製造方法。好ましくは上記方法により、溶融した熱可塑性樹脂ストランドの固化堆積物からなり、概ねX軸方向に延長するストランドからなる一水平ストランド堆積層と、概ねX軸方向と直交するY軸方向に延長するストランドからなる次の一水平ストランド堆積層とを、交互に上下方向に繰り返し積層してなる融着ストランド積層体からなることを特徴とする接触ろ材成形体が製造される。
(もっと読む)
織物の特性を示すフィルム材料、その製造のための方法および装置
熱可塑性高分子材料から作られたフィルム材料が加工され、直線的に伸びる領域(A)、およびそれと結合される直線的に伸びるウエブ(B)を含み、該ウエブ(B)と該領域(A)はそれぞれ配向され、領域(A)の主配向方向は(A)が伸びる方向と角度(V)を為し、該ウエブ(B)は、一連の直線状の畝溝(C)を含み、該畝溝は(A)が伸びる方向と(V)より大きな角度(U)を形成する。新規なフィルムを成型する方法は、配向されたフィルムを1ペアの互いに噛み合う第一の溝が彫られたローラーを通し、フィルムを主初期配向の方向に冷延伸し、ペア中の溝が彫られたローラーの少なくとも1つは、領域(A)とウエブ(B)との間に明瞭な区分を形成するに十分鋭い端を有し、延伸によりウエブ(B)を形成し、より少なく延伸するかまたは延伸し内で領域(A)を形成する。好ましくは少なくとも1つのローラーは波打った形状表面のクレストを有する。 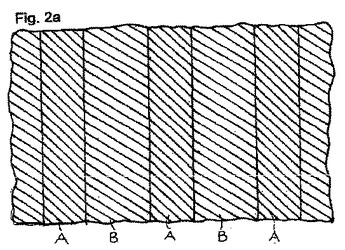 (もっと読む)
(もっと読む)
先進グリッド構造体
【課題】高強度且つ低熱膨張特性を有する先進グリッド構造体を提供する。
【解決手段】先進グリッド構造体は、上記第一のテーププリプレグ群と同方向であるとともにグリッド群の一辺を構成する第一のグリッドサイド群、上記第二のテーププリプレグ群と同方向であるとともにグリッド群の一辺を構成する第二のグリッドサイド群、および上記第三のテーププリプレグ群と同方向であるとともにグリッド群の一辺を構成する第三のグリッドサイド群の中で、上記第二のグリッドサイド群と上記第三のグリッドサイド群とが交差する領域の中心点と当該交差する領域に最近接の上記第二のグリッドサイド群と上記第三のグリッドサイド群とが交差する領域の中心点との間隔でグリッドサイド幅を除算して得られる構造比が0より大きく且つ0.107以下であるとともに上記炭素繊維の引張弾性率が280GPa以上且つ330GPa以下である。
(もっと読む)
樹脂補強ネットおよびその製造方法
【課題】拘束バンドを切断して拘束を解除した後も種別が一目で確認できる樹脂補強ネットの提供。
【解決手段】帯状の樹脂原反11に所定形状の孔12を所定のパターンで開口させ、次いで長手方向に延伸してなる樹脂補強ネットであって、種別を示すマーク5a、5bを表面に付してなることを特徴とする樹脂補強ネット、および帯状の樹脂原反11に所定形状の孔12を所定のパターンで穿孔するとともに種別を示すマーク5a、5bを付し、次いで樹脂原反を長手方向に沿って延伸することを特徴とする樹脂補強ネットの製造方法。
(もっと読む)
溶着方法、溶着装置及び果実用緩衝材
【課題】 発熱体に樹脂が付着するおそれがなく、溶着部を柔軟に形成することのできる溶着方法を提供する。
【解決手段】 ともに発泡樹脂で形成された網状シートS1と網状シートS2との重なり部を溶着するための溶着方法であって、前記重なり部に対して網状シートS1又は網状シートS2の非溶着面側から加熱気体を吹き付ける加熱工程と、該加熱気体が吹き付けられた被加熱部を網状シートS1又は網状シートS2の非溶着面側から押圧して前記被加熱部における網状シートS1と網状シートS2とを互いに密着させる押圧工程とからなる溶着方法を提供する。
(もっと読む)
合成樹脂シートのネット状面製造方法
【課題】合成樹脂ネットを成型するにあたり、金型及び成型装置を出来るだけ簡素化し、強化手段としての延伸処理加工を可能にし、複合材料に匹敵する単一材で安価で、且つ、強化ネットを裏打ちしたようなシートの製造を実現する。
【解決手段】
金型の構造が複雑になる回転や摺動部を持たない従来の汎用金型によって、簡単に成形加工出来るリブ付きシートを押し出し、押し出し方向に対して平行な方向には、強度向上の手段としての延伸加工を施し、且つ、その欠点である強度の指向性を軽減させるべく、押し出し方向に平行に列状をなした凸部(リブ)を熱可塑性樹脂の特性を生かして、圧縮によって押し出し方向に対して垂直に配置したミゾ誘導にさせるべく、圧縮構造体によって圧着させることによって、延伸処理の指向性による延伸処理方向への裂けを、リブの圧着によって出来た接合部によって防止することによって実現した。
(もっと読む)
合成樹脂多孔シートの製造方法
【課題】押し出し成形において、ネット状製品の製造法は、従来から、金型の回転あるいは摺動によって、金型ノズルの合致により交差部分を形成させる方法や、あるいは金型ノズルより数本の紡糸を引き出した後に接着させる、あるいはリブ構造の押し出し成型品の、そのリブを残こして切り込み、引き延ばすような方法が採られるきた。しかし、これらの方法は、いずれも交差部分が立体になってしまい成型品の厚手化は避けられなく、薄い多孔シート類を製造するのには限界があった。
【解決手段】これらを解決すべく、金型には回転及び摺動部分を設けず、また余分な原材料を必要とするリブ構造を有せず、一部だけが回転する切り込み刃によって切り込まれるような、形状で押し出す事によって、切り残し部分を作り、その部分を引き延ばすことによって、網目状の製品を製造する事を可能にした。このことによって高速で安定した多孔シートを製造可能にした。
(もっと読む)
1 - 10 / 10
[ Back to top ]