
国際特許分類[B29L31/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863)
国際特許分類[B29L31/00]の下位に属する分類
ベアリング (33)
ロッド,例.連結棒 (25)
回転子,固定子,ファン,タービンまたは類似品の羽根,例.スクリュープロペラ (92)
建築部材,例.レンガ,ブロック,タイル,パネル,柱,梁 (123)
チェーン (1)
フィルター,ふるいまたはスクリーン (56)
摩擦部品,例.ブレーキまたはクラッチライニング (13)
熱交換器またはその部品 (10)
燃料ブロック,例.核燃料部品
蝶番 (2)
パイプ用ジョイントまたはカップリング (21)
シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
工具,例.刃物 (6)
乗物,例.船もしくは航空機,またはその本体部品 (576)
車輪,ピニオン,プーリー,キャスターまたはローラー (251)
電気装置,例.点火プラグまたはその部品 (536)
拡声器コーン;音響ダイアフラム (3)
試験片
ブラシ (4)
家具またはその部品 (25)
ノブまたはハンドル (1)
身につけるもの (76)
スポーツ用具;ゲーム;玩具 (35)
ボール (10)
びん,ジャーまたは類似物の栓またはふた (56)
内装材またはクッション,例.車輛用内装材またはパッド (557)
多管状または多室状構造体,例.ハニカム (52)
国際特許分類[B29L31/00]に分類される特許
11 - 20 / 242
ニップル及び光ファイバケーブル製造方法

【課題】外周が丸形状で、シースと押さえテープ間に隙間がないCスロット型光ファイバケーブルを製造することができ、Cスロット型光ファイバケーブルの押出成型時にCスロットコアの回転を抑制することができるニップルを提供する。
【解決手段】Cスロットコア22に設けられた1つのスロット21に光ファイバ心線30を収納し、スロット21に光ファイバ心線30を収納するために開口された開口部21a周辺の厚さが、開口部21aと対向する側であるCスロットコア22の底部21b周辺の厚さよりも厚くなるように、Cスロットコア22の外周にシース26を被覆させる押出工程における押出機を構成するニップル10において、押出工程における押し出される側の断面形状が、開口部21a周辺に該当する箇所は平面部10aであり、開口部21a周辺以外に該当する箇所は湾曲部10bであるニップル。
(もっと読む)
樹脂成形品の製造方法およびこの方法により得られる樹脂成形品

【課題】光反射性の層を含む装飾部材とする樹脂成形品を一体的に圧縮成形する新たな製造方法を提供する。
【解決手段】後退面21を有する光透過性の樹脂層11と、少なくとも後退面21を覆うように形成された光反射性の樹脂層12とを備えた樹脂成形品13を、樹脂層1と樹脂層2との積層体である予備成形体3から圧縮成形する。具体的には、予備成形体3を成形型19内で加熱しながら成形型19の凸部18aによって樹脂層2側から樹脂層1側へと押圧することにより、樹脂層1,2の界面41を後退面21の位置へと移動させながら予備成形体3を樹脂成形品13へと圧縮成形する。このとき、樹脂層1を構成する樹脂αが樹脂層2を構成する樹脂βよりも高い流動性を有するように、両樹脂α,βを、樹脂αのガラス転移温度が樹脂βの同温度よりも低くなるように選択する。
(もっと読む)
太陽電池樹脂封止シートの製造方法
【課題】収縮の起こり難いシートを得ることができ、且つ、生産性に優れた太陽電池樹脂封止シートの製造方法を提供すること。
【解決手段】樹脂を軟化させて密着させる太陽電池樹脂封止シートの製造方法であって、
樹脂をシート状に製膜した後一旦冷却固化させる工程と、
前記冷却固化した樹脂シートを加熱して軟質化した後、エンボス加工を施す工程と、
を含む太陽電池樹脂封止シートの製造方法。
(もっと読む)
パレット、パレット成形金型及びパレット成形方法
【課題】搬送作業を効率良く行うことが可能であると共に強度的にも優れたパレット及び、そのようなパレットを製造するためのパレット成形金型及びパレット成形方法を提供する。
【解決手段】本発明のパレット10は、デッキ盤11の下面に角筒状の桁部15を3行3列に配置して備えると共に、隣り合った桁部15,15の下端部同士の間に差し渡された架橋部17により田の字形状に形成された底盤16を備えている。それら各桁部15の四隅の角部には、縦長面取面15Sが形成されている。そして、各架橋部17の幅を桁部15の幅より小さくして、隣り合って直交した架橋部17,17同士の間まで縦長面取面15Sを延ばした構造になっている。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
ポリウレタンガスケットおよびそれを形成する方法
シールを形成する方法は、一成分ポリウレタン前駆体からフロスを調製する工程、該フロスを物品の面に適用する工程、および水を該フロスとともに同時に適用する工程を含み、該フロスは硬化して、該物品に接着した350kg/m3以下の密度を有するガスケットを形成する。 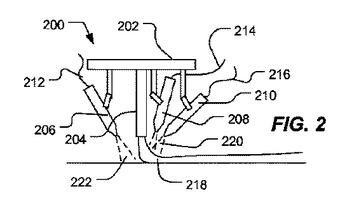 (もっと読む)
(もっと読む)
剥離シートの製造方法および粘着シートの製造方法
【課題】被着体に貼着した際に溝が視認されにくく、溝への水滴の浸入を防止でき、しかも空気除去性が高い粘着シートを得るための剥離シートの製造方法を提供する。
【解決手段】本発明の剥離シート20の製造方法は、少なくとも片面が剥離面20aとされた剥離性基材20dを加熱する加熱工程と、加熱した剥離性基材20dの剥離面20aに、エンボス形成体(エンボスロール120)のエンボス面121を押し付けるエンボス加工工程とを有し、剥離性基材20dとして、剥離シート用支持体と、該剥離シート用支持体の少なくとも片面に設けられた熱可塑性樹脂層とを有し、該熱可塑性樹脂層の露出面が剥離面20aにされたものを用い、エンボス加工工程におけるエンボス形成体(エンボスロール120)として、エッチングによりエンボス面121を形成したものを用いる。
(もっと読む)
延伸装置、及び、シートを延伸させる方法
【課題】シートにおいて延伸量が異なる部位を設ける際に、部位間の境界において延伸不良や局所破断が発生するのを防止する。
【解決手段】吸収性物品の製造に用いられるシートを延伸させる延伸装置であって、シートの延伸方向に列状に並ぶ第1突起群13と、延伸方向に列状に並び、第1突起群と噛み合った第2突起群14とを備え、第1突起群と第2突起群の間にシートを噛み込み該シートを延伸方向に延伸させ、第1突起群13と第2突起群14とがシートを噛み込む空間中に、第1領域Ar1と、延伸方向に第1領域と隣接する第2領域Ar2と、延伸方向に第1領域とは反対側で第2領域と隣接する第3領域Ar3とを有し、第2領域Ar2に第1突起群13と第2突起群14とがシートを噛み込んだ際の該シートの延伸量は、第1領域Ar1における該延伸量より大きくなり、かつ、第3領域Ar3における該延伸量より小さくなる。
(もっと読む)
針状体製造方法および針状体
【課題】 充分な機械的強度、耐熱性、を有した針状体を好適に製造できる針状体製造方法を提供することを目的とする。
【解決手段】 本発明は、成形材料を調整する成形材料調整工程と、前記成形材料を針状体形状の凹凸反転パターンからなる凹部を有する鋳型に充填する充填工程と、前記鋳型から前記成形材料を剥離し成形材料よりなる針状体を得る剥離工程と、を備え、前記充填工程にあたり、前記成形材料を熱不可逆性ゲルとすることを特徴とする針状体製造方法である。
(もっと読む)
発泡成形品の製造方法および梱包材
【課題】本体部の周縁に起立部を有する発泡成形品を、金型における取り数を大幅に増やすことにより、安価に製造できる方法を提供する。
【解決手段】本体部の周縁に起立部を有する発泡成形品の製造方法であって、前記本体部の起立部が形成される側の板面は、雄型金型20および雌型金型30のそれぞれに形成された凸部21,31が型締め時に互いに交互に入り込むことにより画成される連続した凸部の側面21b,31bにより成形し、前記起立部の内面は、型締め時に互いに交互に入り込んだ前記凸部の先端面21a,31aにより成形する発泡成形品の製造方法。
(もっと読む)
11 - 20 / 242
[ Back to top ]