
国際特許分類[B29L31/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863)
国際特許分類[B29L31/00]の下位に属する分類
ベアリング (33)
ロッド,例.連結棒 (25)
回転子,固定子,ファン,タービンまたは類似品の羽根,例.スクリュープロペラ (92)
建築部材,例.レンガ,ブロック,タイル,パネル,柱,梁 (123)
チェーン (1)
フィルター,ふるいまたはスクリーン (56)
摩擦部品,例.ブレーキまたはクラッチライニング (13)
熱交換器またはその部品 (10)
燃料ブロック,例.核燃料部品
蝶番 (2)
パイプ用ジョイントまたはカップリング (21)
シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
工具,例.刃物 (6)
乗物,例.船もしくは航空機,またはその本体部品 (576)
車輪,ピニオン,プーリー,キャスターまたはローラー (251)
電気装置,例.点火プラグまたはその部品 (536)
拡声器コーン;音響ダイアフラム (3)
試験片
ブラシ (4)
家具またはその部品 (25)
ノブまたはハンドル (1)
身につけるもの (76)
スポーツ用具;ゲーム;玩具 (35)
ボール (10)
びん,ジャーまたは類似物の栓またはふた (56)
内装材またはクッション,例.車輛用内装材またはパッド (557)
多管状または多室状構造体,例.ハニカム (52)
国際特許分類[B29L31/00]に分類される特許
31 - 40 / 242
複合材でつくられるノズルまたは末広ノズル要素の製造方法
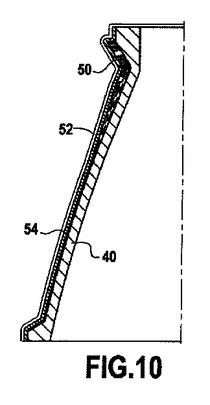
製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
粘着性樹脂が取り付けられた吸着パッドの製造方法
【課題】本発明は、吸着機構に用いられる粘着性樹脂が取り付けられた吸着パッドの製造方法に関する。
【解決手段】前記方法は、鋳型にテフロン(登録商標)をコーティングするステップ;テフロン(登録商標)コーティングした鋳型を前処理した吸着パッド上に載せるステップ;粘着性二液型溶液を真空脱泡するステップ;前記二液型溶液を鋳型に注入するステップ;吸着パッド上に載せられた状態で、前記二液型溶液が注入された鋳型を高温乾燥器に入れて、二液型溶液を硬化させるステップ;及び吸着パッドと鋳型とを引き出し、吸着パッドから鋳型を分離するステップを含む。本発明によると、吸着機構の吸着パッドの下面に粘着性軟質樹脂を融着及び硬化させることで、被付着面に対する粘着性軟質樹脂の作用により、吸着機構は強化された吸着力を示し、圧力に変化があるか、吸着パッドが変形されるか、または重い物体が固定される場合にも、吸着機構が被付着面から容易に外れたり滑り落ちたりしない。
(もっと読む)
浴槽及びその製造方法

【課題】人造大理石浴槽が有する重厚感を確保しつつ、耐衝撃性を確保できる浴槽を提供する。
【解決手段】FRP材料で形成された内槽と、FRP材料で形成された外槽と、前記内槽と、前記外槽と、の間隙に充填された人造大理石からなる大理石層と、を備えたことを特徴とする浴槽が提供される。また、内槽を構成する第1のFRP層を第1の成形型の上に形成し、外槽を構成する第2のFRP層を第2の成形型の上に形成し、前記第1の成形型と、前記第2の成形型と、の型合わせをして、前記第1のFRP層と、前記第2のFRP層と、の間隙に人造大理石材料を充填して大理石層を形成することを特徴とする浴槽の製造方法が提供される。
(もっと読む)
ターンアップ装置
【課題】ボルトの緩みによる停止整備を不要にすることのできるターンアップ装置の提供。
【解決手段】シャフト6にシリンダ7を移動自在に装着する。シャフト6に筒体8を固定する。アーム9をブラケット12にヒンジ接合する。ブラケット12に係止凹部15を形成する。シリンダ7の周囲に被係止凹部16を形成する。係止凹部15と被係止凹部16とに係止キー17を嵌合する。ブラケット押さえ18でブラケット12の浮き上がりを規制する。ボルトを用いることなく、複数のアーム9がシリンダ7の周囲にヒンジ接合される。筒体8とアーム9をリンク10で連接する。シリンダ7の移動によってアーム9が放射状に起立揺動してプライ端部11を広げる。ボルトを用いないので、ボルトの緩みによる停止整備が不要である。
(もっと読む)
カテーテル用複合バルーン及びその製造方法
【課題】 バルーンの高強度化と拡張時の寸法安定性を維持しつつ柔軟性や通過性に優れたバルーンを提供すること。
【解決手段】 少なくとも1つの外層を形成する材質が基材層を形成する材質よりも融点が低い樹脂によって構成されたバルーン全体を、ファイバーで編組またはコイル状に覆い、そのファイバーをバルーン表面に固着または一体化させること。ファイバーで編組またはコイル状に覆われたバルーン全体を加熱することで、基材層を形成する材質よりも融点が低い樹脂によって形成される外層が溶融し、ファイバーとバルーン表面が固着または一体化される。こうしてできる複合バルーンは、ファイバーとバルーン表面を固着または一体化する際に接着剤を使用する必要がないため、バルーンの膜厚を薄肉化することが可能となる。
(もっと読む)
流水用FRP製整流板の製造方法および流水用FRP製整流板
【課題】長手方向の寸法が長くなっても、面内反りが殆ど無く、機械のスロットへの取付け側が常に殆ど真っ直ぐになっているFRP製整流板の提供。
【解決手段】補強繊維基材の積層構成を、幅方向の各部位において、長手方向の硬化後の熱収縮量と飽和吸水後の湿潤膨張量の差ができるだけ小さくなるように設計しておき、上記積層構成の補強繊維基材にマトリックス樹脂を含浸させ加熱により硬化成形して熱収縮由来の面内反りの有る成形品を製造した後、その成形品に飽和吸水量まで吸水させることで湿潤膨張させて面内反りを戻す。
(もっと読む)
浴槽の製造方法
【課題】手入れが簡単で、耐久性の高いプラスチック製の浴槽に高級感のある木目模様等の装飾が施された浴槽とその製造方法を提供する。
【解決手段】浴槽1は内面側から見ると、突板25が透明プラスチック層21とガラス繊維23を介して光沢のある木目模様として視認することができ、極めて高い美観を発揮することになる。また、突板25どうしの接合部は塗装部17の裏側に位置するので、接合部が多少ずれていても浴槽1の内面側から見えない。従って、浴槽1全体の美観を損ねることはない。このように浴槽1は高級感のある木目模様が施されているが、実質的にはプラスチック製なので、手入れが簡単で、高い耐久性を有する。上記浴槽1は各部材の積層により製造される。
(もっと読む)
表面機能層を有する樹脂成形体の製造方法及びその成形体
【課題】表面機能層を有する樹脂成形体の射出成形による製造を可能とする製造方法及びその成形体の提供。
【解決手段】射出成形法を用いて表面に機能層を有する樹脂成形体を製造する方法であって、厚みが0.1mm〜2mmであり、融点が220℃以上である表面に機能層を有するフィルム5を一方の金型1と他方の金型4との間に配置し、該金型を型締めして成形キャビティを形成した後、該キャビティ内に熱可塑性樹脂6を射出する工程および成形体よりフィルムを剥がす工程を含む射出成形により成形することにより、フィルムが成形体に融着することなく、皺が無い、表面に機能層を有する樹脂成形体を得る。
(もっと読む)
鍵成形用金型
【課題】 鍵の成形体に歪が生じることを防止して形状精度を向上することのできる鍵成形用金型を提供すること。
【解決手段】 略四角棒状の鍵本体11と、鍵本体11の後端側に配置された支点部12と、鍵本体11の後端部と支点部12とを連結するヒンジ連結部13とで構成された白鍵10を成形する鍵成形用金型20を、白鍵10の上面側を形成する固定型21と、白鍵10の下面側を形成する可動型22とで構成した。そして、固定型21を後部形成部21aと前部形成部21bとに分割し、その分割面25間に外部の空気を導入するための隙間を設けた。
(もっと読む)
板金インサート成形品の製造方法、および電子機器
【課題】樹脂部材のひずみを低減し、反り変形やクラック発生を抑制できる、板金インサート成形品を提供する。
【解決手段】この板金インサート成形品10の製造方法は、金属板1の周囲に沿って樹脂部材6を一体化した板金インサート成形品10を成形する方法であって、畝形状を形成する工程と、切り欠きを形成する工程と、金属板1を金型に設置する工程と、金属板1と樹脂とを一体化する工程とを備える。畝形状は、樹脂部材6が設けられる金属板1の第一端部から、第一端部と対向する金属板1の第二端部に向かって、金属板1を横断している。切り欠きは、畝形状の両端を金属板1の第一端部および第二端部から離している。金属板1と樹脂部材6とは、樹脂を射出成形して、一体化されている。
(もっと読む)
31 - 40 / 242
[ Back to top ]