
国際特許分類[B29L31/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863)
国際特許分類[B29L31/00]の下位に属する分類
ベアリング (33)
ロッド,例.連結棒 (25)
回転子,固定子,ファン,タービンまたは類似品の羽根,例.スクリュープロペラ (92)
建築部材,例.レンガ,ブロック,タイル,パネル,柱,梁 (123)
チェーン (1)
フィルター,ふるいまたはスクリーン (56)
摩擦部品,例.ブレーキまたはクラッチライニング (13)
熱交換器またはその部品 (10)
燃料ブロック,例.核燃料部品
蝶番 (2)
パイプ用ジョイントまたはカップリング (21)
シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
工具,例.刃物 (6)
乗物,例.船もしくは航空機,またはその本体部品 (576)
車輪,ピニオン,プーリー,キャスターまたはローラー (251)
電気装置,例.点火プラグまたはその部品 (536)
拡声器コーン;音響ダイアフラム (3)
試験片
ブラシ (4)
家具またはその部品 (25)
ノブまたはハンドル (1)
身につけるもの (76)
スポーツ用具;ゲーム;玩具 (35)
ボール (10)
びん,ジャーまたは類似物の栓またはふた (56)
内装材またはクッション,例.車輛用内装材またはパッド (557)
多管状または多室状構造体,例.ハニカム (52)
国際特許分類[B29L31/00]に分類される特許
51 - 60 / 242
キャリアプレート用金型
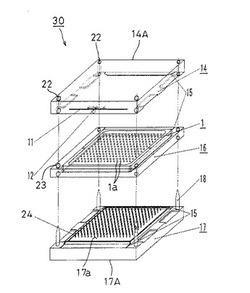
【課題】キャリアプレートの成型の際に保持孔のとば口を適切な形状に形成することができるキャリアプレート用金型を提供すること。
【解決手段】シリコーンゴムからなる弾性部材を充填させることによって、貫通通路1aよりも小径の保持孔が形成されたキャリアプレートを成型するキャリアプレート用金型30において、弾性壁における保持孔が形成された部位の平面部17a側の端面が、金属部のみに接触された状態として形成されるように構成されていること。
(もっと読む)
樹脂成形品
【課題】透明性、機械特性、表面特性に優れたバイオマス資源を原料として使用されたポリカーボネート樹脂からなる樹脂成形品を提供する。
【解決手段】下記式(1)で表されるカーボネート構成単位からなり、250℃におけるキャピラリーレオメータで測定した溶融粘度が、シェアレート600secー1の条件下で0.2×103〜4.0×103Pa・sの範囲にあるポリカーボネート樹脂(A成分)を、シリンダー温度220〜270℃の範囲で射出成形して得られる、JIS K7105に従って測定された厚み1mmの平滑平板状成形品における全光線透過率が75%以上であることを特徴とする樹脂成形品。
【化1】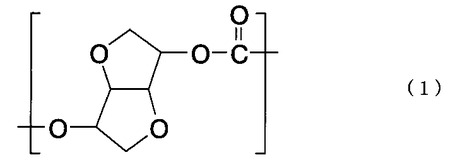 (もっと読む)
(もっと読む)
バルーンの製造方法

【課題】 本発明は、バルーンカテーテルに用いられるバルーンの製造方法を提供する。
【解決手段】 本発明のバルーンの製造方法は、第一型1及び第二型2を備えたバルーン成形用型Aを型締めして、上記第一型1及び第二型2間に、上記膨張部31を成形する膨張部成形キャビティ部A2と、この膨張部成形キャビティ部A2に連通し且つ上記筒状固着部32a,32bを成形する固着部成形キャビティ部A31、A32とを備えたキャビティA1を形成し、このキャビティA1内に、バルーン用合成樹脂を溶解させた成形溶液4を供給し、上記バルーン成形用型Aのキャビティ面A11に上記成形溶液4を塗布して乾燥させた後、上記バルーン成形用型Aを型開きしてバルーン3を取り出すことを特徴とする。
(もっと読む)
ゴム引布の成形方法、ダイヤフラムの製造方法
【課題】 ゴム引布の基布を構成する繊維の縦方向及び横方向の各特性の変動の影響を受けないゴム引布の成形方法、ダイヤフラムの製造方法の提供。
【解決手段】 基布の両面にゴムを塗設及び圧縮して3層構造に積層したゴム引布の連続ロールを切断してシート体7を得る切断工程と、切断された複数枚のシート体を載置板8上に重ねて載置して一次加硫する一次加硫工程と、一次加硫工程後のシート体を、一枚ずつ成形金型に装填し、加熱しつつ加圧して、シート体に対する二次加硫とプレス成形とを同時に行うプレス二次加硫工程とを備える。
(もっと読む)
ばね部材、ばね部材の製作方法、及びサーボ型センサ
【課題】 所望する厚みの薄肉ヒンジ部を有する薄板状のばね部材を、高精度、低コストで効率良く製作することができるばね部材、そのばね部材の製作方法、及びそのばね部材を有するサーボ型センサを提供することを目的とする。
【解決手段】 固定子に取り付けられる固定部2と、可動子に取り付けられる可動部3と、固定部2と可動部3との間に配設された薄肉ヒンジ部4と、を備え、薄肉ヒンジ部4が弾性変形して可動部3がその板厚方向に揺動運動する薄板状のばね部材1において、固定部2、可動部3及び薄肉ヒンジ部4が、液晶ポリマーによって一体に成形され、薄肉ヒンジ部4は、薄肉ヒンジ部4のヒンジ軸線L方向及び板厚方向にそれぞれ直交する方向に分子配向されている。
(もっと読む)
自動車用マットへの特定事項の打刻装置およびその打刻方法
【目的】 特定事項の変更が容易になされて特定事項変更時の応答性を高め、マットメーカの経済的負担を大幅に削減してコストダウンを実現するとともに、所定の位置に正確に特定事項を打刻できる自動車用マットへの特定事項の打刻装置およびその打刻方法を提供する。
【構成】 自動車用マットの特定事項を文字・数字・記号に変換して頂面に左右逆に浮き彫りした複数の打刻型3a〜3jと、これら打刻型および込め物10a〜10dを着脱可能に組み込んで固定する打刻版4と、この打刻版4と熱可塑性材からなるバッキング層23の裏面とを互いに近接させて前記特定事項をバッキング層23の裏面に向けて押し付ける押圧手段5と、前記打刻版4を介して複数の打刻型3a〜3lを所定温度に加熱する加熱手段6とを備える。
(もっと読む)
針状体の製造方法
【課題】生産性が高く結晶性樹脂よりなる針状体を製造するのに適した針状体製造方法を提供することを目的とする。
【解決手段】本発明の針状体製造方法は、樹脂を結晶化し、結晶化された該樹脂を針状体形状に成形することを特徴とする。本発明の構成によれば、あらかじめ結晶化された樹脂に対して成形を行うため、結晶化のために金型を一定時間保持することがないこととなり、微細な構造体が熱で変形すること抑制し、成形工程のスループットを向上させることが出来る。
(もっと読む)
粘着性マット及び粘着性吸盤付き支持具
【課題】粘着性マットにおいて、携帯電話機等を任意の場所に確実に固定できるとともに、取り外しや移動を容易に行うことができ、極めて安価に、かつ容易に製造できること。
【解決手段】粘着性マット1は、粘着性と弾性を有するスチレン系熱可塑性エラストマーを射出成形で一体成形してなり、表面2には略半球形状の種々の大きさの凸部3が設けられており、裏面5は平滑な面となっている。粘着性マット1の粘着力の大きい裏面5を、自動車のダッシュボードに貼り付けることによって、粘着性マット1の表面2に携帯電話機を置くだけで、自動車の走行中の揺れやショック等では全くずれることなく固定しておくことができる。複数個の凸部3が設けられているため、表面2の粘着力が適度に低下しており、必要な場合には携帯電話機を粘着性マット1の表面2から容易に、かつ、スムーズに取外すことができる。
(もっと読む)
キャリアプレートの製造方法およびキャリアプレート
【課題】キャリアプレートの成型の際に発生するプレート体の変形を回避することができるキャリアプレート製造方法およびキャリアプレートを提供すること。
【解決手段】第1の整列方向において互いに隣接するプレート体2の2つの貫通孔5およびこれらに第2の整列方向における同一方向においてそれぞれ隣接するプレート体2の他の2つの貫通孔5からなる4つの貫通孔5の中心によって囲まれる平面方形の範囲30内におけるピン21の外周面と弾性材32との接触面積Aと、前記範囲30内におけるプレート体2の体積Bとの比率A/Bが1.80以下となるように設計されたプレート体2およびピン21を用いること。
(もっと読む)
成形型
【課題】入れ子型に内嵌されたシールリングを交換する際の作業性の向上を図ることができる成形型を提供すること。
【解決手段】シールリング50は、内周面に内周胴部54と内周拡径部55とを備えると共に、その内周拡径部55の内径を内周胴部54の内径よりも大きくすることで、内周拡径部55と内周胴部54との間に内周段部56を位置させる構成であるので、シールリング50を入れ子型22から抜き取る場合には、内周段部56を利用して(例えば、内周段部56に抜き取り治具を係合させ)、シールリング50を上方へ押し上げることで、容易に嵌合孔部22bから抜き取ることができる。よって、定期的に必要なシールリング50の交換作業において、その作業性の向上を図ることができる。
(もっと読む)
51 - 60 / 242
[ Back to top ]