
国際特許分類[B29L31/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863)
国際特許分類[B29L31/00]の下位に属する分類
ベアリング (33)
ロッド,例.連結棒 (25)
回転子,固定子,ファン,タービンまたは類似品の羽根,例.スクリュープロペラ (92)
建築部材,例.レンガ,ブロック,タイル,パネル,柱,梁 (123)
チェーン (1)
フィルター,ふるいまたはスクリーン (56)
摩擦部品,例.ブレーキまたはクラッチライニング (13)
熱交換器またはその部品 (10)
燃料ブロック,例.核燃料部品
蝶番 (2)
パイプ用ジョイントまたはカップリング (21)
シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
工具,例.刃物 (6)
乗物,例.船もしくは航空機,またはその本体部品 (576)
車輪,ピニオン,プーリー,キャスターまたはローラー (251)
電気装置,例.点火プラグまたはその部品 (536)
拡声器コーン;音響ダイアフラム (3)
試験片
ブラシ (4)
家具またはその部品 (25)
ノブまたはハンドル (1)
身につけるもの (76)
スポーツ用具;ゲーム;玩具 (35)
ボール (10)
びん,ジャーまたは類似物の栓またはふた (56)
内装材またはクッション,例.車輛用内装材またはパッド (557)
多管状または多室状構造体,例.ハニカム (52)
国際特許分類[B29L31/00]に分類される特許
61 - 70 / 242
樹脂成形体の製造方法、樹脂成形用金型、樹脂成形体及びインシュレータ
【課題】流動性がよくない樹脂材料を用いても、薄肉の樹脂成形体を良好に製造することができる樹脂成形体の製造方法、この製造方法に適した樹脂成形用金型、この製造方法により得られた樹脂成形体、及びインシュレータを提供する。
【解決手段】金型20は、モータ用コア(ティース11)の外周にインシュレータ12を形成するもので、スライドコア23Sを具える。インシュレータ12は、巻線用の嵌合溝12gを有し、溝12gの凹み部分の厚さが0.5mm以下である。スライドコア23Sは、複数の分割片を組み合わせてなり、溝12gを形成するための凹溝部230及び凸条部231を有し、分割片の合わせ目が凹溝部230に位置するように構成される。分割片の合わせ目をガス抜き通路として利用することで十分にガス抜きが行え、流動性が悪い樹脂を用いても、薄肉の樹脂成形体を良好に製造できる。
(もっと読む)
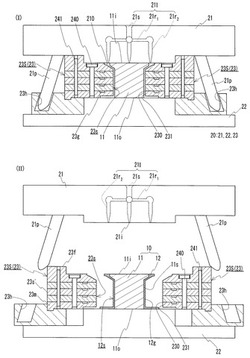
端面封止中空構造板の製造方法

【課題】プラスチック段ボールや気泡ボードなどの、中空部分を有する熱可塑性樹脂製の中空構造板の端面を封止するにあたって、高い密閉性を実現しつつ、端面をフラットな面とし、かつ、高い作業精度を必要とせずに、端面封止中空構造板を製造する。
【解決手段】中空構造板21の封止する端面21cに、別途用意した、前記端面21cを覆うことができる大きさの、中空構造板21と同一の熱可塑性樹脂製である端面封止板22の一方の平板面22aを当て、この端面封止板22の他方の平板面22bにヒートバー24を当てて、端面封止板22とともに前記端面21cを加熱して軟化させて、封止する端面21cに前記端面封止板22の樹脂を押し込んで接着させることで前記端面を封止する
(もっと読む)
成形金型装置
【課題】型開き時の成形品の所在を明確にすることが可能になり、成形工程を自動化する上での阻害要因を排除することができる。
【解決手段】開口部13からキャビティ11内に供給された未加硫のゴム材料をキャビティ11の内面形状に沿った外形形状に成形した後に、この成形品Wを未加硫のまま脱型する成形金型装置10であって、開口部13の開口面に沿った方向に延びる金型面14b、15b、およびこの金型面14b、15bに開口し、かつ型締め時にキャビティ11を形成するキャビティ形成部14a、15aをそれぞれ有する一対の金型14、15が備えられ、キャビティ11は、開口部13から底部16に向かうに従い漸次縮径している。
(もっと読む)
合成樹脂製コイルスプリングの製造方法及び合成樹脂製コイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型
【課題】コイルスプリングのピッチ間を保護樹脂部によって連結することにより、ピッチ間寸法を所定寸法になすことができる合成樹脂製コイルスプリングの製造方法及びコイルスプリングの中間物並びに合成樹脂製コイルスプリングの製造に用いられる金型を提供することを目的とするものである。
【解決手段】本発明にかかる合成樹脂製コイルスプリングの中間物は、コイルスプリングのピッチ間に形成された保護樹脂部S2と、コイルスプリングの径方向外側に対向して、軸線方向に沿って形成された一対の縦方向ランナー樹脂部S4と、前記保護樹脂部と縦方向ランナー樹脂部とを接続する横方向ランナー樹脂部S3と、前記縦方向ランナー樹脂部S4の何れか一方に接続された主ランナー樹脂部S5とを少なくとも備える。
(もっと読む)
ガスバリア性射出形成容器及びその製造方法
ガスバリア性、耐熱性、機械的強度に優れるガスバリア性射出形成容器およびその製造方法を提供する。
【課題】ガスバリア性ラベルを装着したキャビティーにポリオレフィン系樹脂を射出成形して容器側部を形成し、前記ポリオレフィン系樹脂とガスバリア性樹脂とを共射出成形して、平均厚(T)が0.5〜1.0mmであり、外層から内層に向かってポリオレフィン系樹脂層、ガスバリア性樹脂層およびポリオレフィン系樹脂層とからなり、前記ポリオレフィン系樹脂外層はポリオレフィン系樹脂内層よりも厚い容器底部を形成してなる、ガスバリア性射出形成容器である。
(もっと読む)
インモールド用金型、タッチパネル用中間体製造方法、タッチパネル用中間体およびタッチパネル
【課題】視認性の向上を図り得るタッチパネル用中間体を製造可能なインモールド用金型を提供する。
【解決手段】インモールド用フィルムを挟み込んだ状態において形成されるキャビティに対する樹脂の射出によって基板を成形すると共に基板の一面にインモールド用フィルムの透明導電膜を貼合させてタッチパネル用中間体を製造可能に構成され、基板の一面を成形するキャビティ面102fには、基準面144よりも凹んでその底部142aが基準面144に対して平行またはほぼ平行な平面に形成された複数の筋状の凹部142と基準面144から突出してその頂部143aが基準面144に対して平行またはほぼ平行な平面に形成された複数の筋状の凸部143とが交互に並設されると共に底部142aおよび頂部143aを結ぶ面がそれぞれ斜面145で構成された凹凸部141が形成されている。
(もっと読む)
透気性シートで表面を被覆した木炭ボードの製造方法
【課題】 バインダーとしてグルコマンナンを用いた木炭ボードであって、透気性シートで表面を被覆した木炭ボードを低コストで製造する方法を提供すること。
【解決手段】 金型1の底面に第1のフッ素樹脂板4を敷き詰める工程、第1のフッ素樹脂4の上に全面にわたって植物性不織布6を重ねて敷き詰める工程、第1のフッ素樹脂板4と植物性不織布6が敷き詰められた金型1に木炭成型材料3を流し込む工程、金型1に流し込まれた木炭成型材料3の表面に第2のフッ素樹脂板5を敷き詰める工程、蓋2で蓋をされた木炭成型材料3を加圧成型する工程、金型1からの木炭ボード半加工品の取り出し工程、及び金型1から取り出された木炭ボード半加工品を乾燥・固化させる工程を含んで構成されている。前記木炭成型材料は、粉状若しくは粒状の木炭又はこれらを混合した木炭と少量のグルコマンナン粉とに水を加えて練り合わせする練り合わせ工程を経て得られたものである。
(もっと読む)
吸音材
【課題】低周波域において優れた吸音特性を有し、組立てなどの工程が必要でなく、製品の厚みも必要以上に厚くなく、任意の厚みに発泡体を製造することができ、微粒子や繊維などが散逸するという問題もないクリーンな吸音材を提供する。
【解決手段】吸音材(1)は、熱可塑性樹脂製の独立気泡発泡体を構成するマトリックス樹脂(2)と、マトリックス樹脂(2)中に分散している多数の繊維状物質(3)とからなる。気泡(5)は発泡体中に高分散している。繊維状物質(3)は長さ0.05〜1mmを有し、全長に亘る中空部(4)を有する。
(もっと読む)
点字鋲
【課題】高い防滑性と視認性とを効率よく得ることができる点字鋲を提供する。
【解決手段】頭部3と脚部4とを有する金属製の鋲本体2と、頭部3上を覆う樹脂製の笠部5とを備える。笠部5の上面7にガラスカレット12からなる滑止め部13を設けたから、上面7のガラスカレット12が滑り止めになると共に、そのガラスカレット12に光が乱反射して視認性が向上する。したがって、上面7に設けたガラスカレット12により、滑り止めと視認性向上の複数の効果を同時に得ることができる。
(もっと読む)
トナー供給ローラの製造方法及びトナー供給ローラ
【課題】径方向の通気度が高くトナー供給性に優れるトナー供給ローラの製造方法、その方法により得られたトナー供給ローラを提供すること。
【解決手段】芯金上にウレタン発泡体層(表面層)を形成するトナー供給ローラの製造方法であって、少なくとも下記成分(A)、成分(B)及び触媒を含有する、クリームタイムが15秒乃至30秒である原料を芯金上に発泡硬化した後、形成された発泡体層の表面に高圧エアを吹き付けてクラッシング処理する。
成分(A):末端にエチレンオキシドが付加された共重合体であり、エチレンオキシドの含有量が全体の5質量%以上で、かつ、質量平均分子量が3000乃至10000であるポリエーテルポリオール。
成分(B):ジフェニルメタンジイソシアネート(MDI)又はその誘導体を3質量%乃至35質量%含有するポリイソシアネート。
(もっと読む)
61 - 70 / 242
[ Back to top ]