
国際特許分類[B29L31/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 熱交換器またはその部品 (10)
国際特許分類[B29L31/18]に分類される特許
1 - 10 / 10
樹脂製熱交換器ユニット及びその製造方法、並びに熱交換器
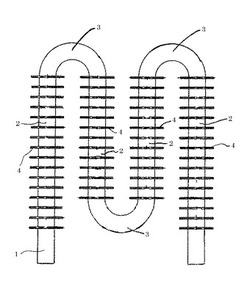
【課題】直管部と曲管部を有する樹脂製のパイプ部と複数の樹脂製のフィン部とが一体成形され、信頼性が高く、熱交換効率が優れ、製造工程の簡単な樹脂製熱交換器ユニットを提供する。
【解決手段】直管部2と曲管部3を交互かつ連続的に有する樹脂製のパイプ部1と、該パイプ部1に連接する複数の樹脂製のフィン部4と、が一体に射出成形されてなる樹脂製熱交換器ユニット。
(もっと読む)
多層筒状成形体

【課題】本発明は、層間の密着性に優れ、低コストで生産でき、リサイクル可能な高い耐熱性を持つ多層成形体を提供する。
【解決手段】多層成形体が、ポリアリーレンサルファイド系樹脂95質量%から80質量%及びオレフィン系エラストマー5質量%から20質量%からなる第一ポリアリーレンサルファイド系樹脂組成物を含む最内層と、前記最内層のさらに外側に配置され、第一ポリアリーレンサルファイド系樹脂組成物100質量部に対し強化繊維を5から35質量部配合した第二ポリアリーレンサルファイド系樹脂組成物からなる外層と、を備える。
(もっと読む)
合成樹脂成形部品の組み付け構造
【課題】合成樹脂成形部品の先端部に対し係合突起の突出方向である左右方向に動かす力が加わっても、係合孔に対する係合突起の係合状態を維持させることができる合成樹脂成形部品の組み付け構造の提供。
【解決手段】エアガイド2側の第1固定手段3が所定間隔hを空けて突出併設配置された2本の係合片31、31で構成される一方、ラジエータコアサポートサイド13側の第2固定手段4は、係合片31、31を挿通可能な縦長長方形状の係合孔41で構成され、2本の係合片31、31の先端部には互いに逆方向へ向けて突出されていて係合孔41を貫通させることにより、該係合孔41の開口縁部に弾性的に係合する山形の係合突起31a、31aが形成され、両係合片31、31の両側に、係合孔41に嵌合することにより係合孔41に対する係合突起31a、31a方向へのエアガイド2の動き阻止する嵌合片32、32がエアガイド2に一体に突出形成されている。
(もっと読む)
プラスチック熱交換器及びその製造方法
【課題】冷媒漏洩に対する信頼性を確保し、金属材質の熱交換器と同等以上の熱交換性能を有しながらも値段が低廉で且つ製造工程が簡単であって量産による大量生産ができるプラスチック熱交換器及びその製造方法を提供する。
【解決手段】プラスチック熱交換管とヘッダーとの接合部を熱融着治具で溶融圧着させることを特徴とするプラスチック熱交換器の製造方法及び前記製造方法によって製造されたプラスチック熱交換器を提供してプラスチック熱交換管とヘッダーとを堅固に結合する。
(もっと読む)
熱交換器の製造方法
【課題】全熱交換型換気装置に使用する熱交換器の製造方法において、量産性を向上することができ、また製造コストを低減することができ、また省資源化することができ、また気流の漏れを防止することができる熱交換器の製造方法を提供することを目的としている。
【解決手段】伝熱板4と伝熱板4の間隔を保持するための間隔リブ6a、6aaと気流の漏れを遮蔽するための遮蔽リブ7a、7aaとを樹脂にて一体成形して単位素子2aを形成し、この単位素子2aを複数積層することにより伝熱板4間に通風路5が形成され、一次気流と二次気流を通風路5に流通することにより、伝熱板4を介して熱交換するようにした熱交換器1aの製造方法において、単位素子2aを樹脂成形する金型にランナーレスにする手段を備えた熱交換器1aの製造法を得られる。
(もっと読む)
熱交換器の製造方法
【課題】流動性のある熱硬化型接着剤23を用いて熱交換器1を接着接合することに起因する問題点を発生させることのない熱交換器の製造方法を提供する。
【解決手段】略対向する複数の接着接合部が略天地方向となる姿勢にて熱硬化型接着剤23を加熱硬化させるとともに、その加熱途中にて姿勢を天地反転させている。
これによれば、姿勢を加熱途中で天地反転させることにより、上側接合部と下側接合部とのフィレットFの形成状態を均一化することができ、接合部にフィレットFが形成されなかったり不完全であったりすることによる洩れ不良や耐圧強度不足など、流動性のある熱硬化型接着剤23を用いて熱交換器1を接着接合することに起因する問題点を発生させることがない。
(もっと読む)
プラスチック部品を製造するための方法と、このプラスチック部品を有する装置
【課題】特殊プラスチックの利用に比べて費用削減を達成することのできるプラスチック部品製造方法と、この方法で製造されたプラスチック部品を含む装置を提供する。
【解決手段】プラスチック部品製造方法において、プラスチック成形材料が溶融温度以上の成形温度に加熱され、プラスチック成形材料が溶融温度以上で熱間成形可能であり、成形温度にあるプラスチック成形材料が成形部品へと成形され、成形部品の温度がプラスチックの種類に依存した転換温度に調整され、この転換温度が溶融温度よりも低く、限定された転換時間の間、成形部品が転換温度に放置される。
(もっと読む)
樹脂製熱交換器のコア部及びそのコア部成形型並びにコア部成形方法
【課題】 コア部の成形作業が容易となり、接合部の形状の自由度を高めることができ、薄肉扁平チューブをヘッダプレートに接合してコア部を形成するなど、各種形状のコア部の成形に適応できる。
【解決手段】 本発明は、チューブ2の端部17にヘッダプレート3,4を接合して成形される樹脂製熱交換器のコア部1であって、チューブ2は押出し成形により形成され、ヘッダプレート3,4はチューブ2の端部17に樹脂を射出成形することによりチューブ2の端部17に接合されるように構成されていることを特徴とする。
(もっと読む)
樹脂製熱交換器およびその製造方法
【課題】準備作業が楽に行え、接合信頼性が高く、チューブの潰れ等の不良品発生の懸念の少ない樹脂製熱交換器およびその製造方法を提供する。
【解決手段】複数の扁平多孔チューブと、これら扁平多孔チューブを定位置に保持連結する座板とを有する熱交換器を、樹脂材料の射出によって一体同時成形する。その際、扁平多孔チューブの各冷媒流通用孔を成形する複数の芯金22の両端部を芯金固定治具23で固定して中子20を作成し、この中子を、扁平多孔チューブと座板を一体に成形するキャビティ30を有した割金型50にセットし、型閉め後、キャビティ内に溶融樹脂を射出する。成形後、成形品から芯金固定治具23を取り外し、次いで全部の芯金22を抜くことで、樹脂製熱交換器を完成させる。
(もっと読む)
熱交換器の製造方法およびそれによって製造される熱交換器
【課題】製造工程を簡易化して量産できるとともに、信頼性を格段と向上させることができる熱交換器の製造方法およびそれによって製造される熱交換器を提供することを目的とする。
【解決手段】複数のチューブ2の両端に座板3が接合されてなるコア4を有する熱交換器1の製造方法において、多数の微細穴である冷媒通路2aが並列に穿設された偏平状の上記複数のチューブ2を押出成形する押出工程と、各上記冷媒通路2aにつぶれ防止部材13を挿入した状態で、各上記チューブ2を上記座板3の射出成形用金型20にセットする準備工程と、上記射出成形用金型20に樹脂材料を流し込み、上記座板3を射出成形する座板成形工程と、各上記冷媒通路2aから上記つぶれ防止部材13を抜き取る仕上げ工程とを備えるようにした。
(もっと読む)
1 - 10 / 10
[ Back to top ]