
国際特許分類[B29L31/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | シール装置,例.ピストンまたはパイプジョイントを包含するもの (57)
国際特許分類[B29L31/26]に分類される特許
1 - 10 / 57
シール部材の製造方法及び成形装置

【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
シールリング

【課題】ゲートバリのないシール性の良好なシールリングを提供することである。
【解決手段】固定金型と可動金型とで形成されるキャビティ13に溶融樹脂を圧入してシールリングを成形する。溶融樹脂の注入用ゲート16が形成されたゲートブロック5を、シールリング成形後、型開き前に可動金型に対して移動させて、注入用ゲート16のエッジ16aにより成形後のシールリングのゲートgをシールリングの内周面に沿って剪断する。
(もっと読む)
基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体
【課題】射出成形性、柔軟性に優れ、かつ発生する揮発性ガスが少ないことによる基板表面に付着する有機物の少ない基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物および基板収納容器用ガスケット成形体を提供する。
【解決手段】引張弾性率が30MPa未満であるポリエーテルエステルブロック共重合体(A)50〜98重量%と、水素添加されたスチレン系エラストマー(b1)および/またはオレフィン系エラストマー(b2)から選ばれた1種以上の熱可塑性エラストマー(B)2〜50重量%とからなり、前記熱可塑性エラストマー(B)を分散相とする熱可塑性エラストマー樹脂組成物であって、引張弾性率が15MPa以下であり、かつスタティックヘッドスペース法にて80℃、2時間の加熱条件で測定される揮発性ガス量が重量当たり5ppm以下であることを特徴とする基板収納容器ガスケット用熱可塑性エラストマー樹脂組成物。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
ポリウレタンガスケットおよびそれを形成する方法
シールを形成する方法は、一成分ポリウレタン前駆体からフロスを調製する工程、該フロスを物品の面に適用する工程、および水を該フロスとともに同時に適用する工程を含み、該フロスは硬化して、該物品に接着した350kg/m3以下の密度を有するガスケットを形成する。 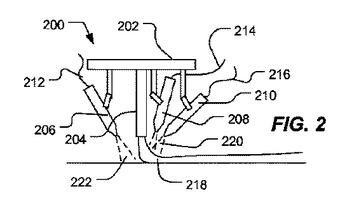 (もっと読む)
(もっと読む)
シール部品の製造方法及び金型
【課題】成形用ゴム材料4の充填時におけるキャビティ3内の成形圧力を適正に保持し、成形不良の発生を有効に防止する。
【解決手段】基材11を金型2の分割型22,23間にセットして型締めし、前記基材11の表面とこれに対向する分割型22の内面との間に画成される無端形状のキャビティ3に成形用ゴム材料4を射出し、その射出量を、成形用ゴム材料4がキャビティ3に充満した後、このキャビティ3内における成形用ゴム材料4の合流位置3aに開口したエアベント孔36からその下流側に設けた余剰材料溜まり38へ流れ込むと共にこの余剰材料溜まり38に充満しない量とし、エアベント孔36から余剰材料溜まり38へ流れ込む成形用ゴム材料4に流動抵抗による圧力降下を生じさせ、この圧力降下によって、キャビティ3の内圧をガスケット12の成形に必要な圧力の下限値以上でかつキャビティ3からの漏れ発生圧力の下限値未満に保持する。
(もっと読む)
ガスケット構造体及びその製造方法
【課題】簡易な構造でゴム材の注入部での接着性の影響を少なくしたシール対象基材及びガスケットが一体とされたガスケット構造体とその有効な製造方法を提供する。
【解決手段】シール対象基材2の所定部位に接着剤層を介してゴム製ガスケット3が加硫成型によって一体固着されたガスケット構造体1であって、上記ガスケット3は、断面山形のビード状に連なるガスケット本体部3aと、該ガスケット本体部3aの側部近傍適所に設けられた成型時のゴム材の注入部3cと、該ガスケット本体部3aと注入部3cとの間のゴム材の流入連結部3bとを備え、該連結部3bは、上記成型時におけるゴム材の流入ラインが、上記注入部3cの中心からガスケット本体部3aの稜線Lに直交する線Loから外れた状態となるよう形成されていることを特徴とする。
(もっと読む)
成形型、この成形型を用いたゴム成形品の製造方法およびエアインテークダクト用シール材
【課題】インサート部材に付与された接着剤の剥離を防ぐ。
【解決手段】成形型40は、接着剤が付与されたインサート部材38がセットされる型面部52を有する下型42と、型面部52との間にフランジ部36に合わせたフランジ成形部分46cを画成する上型44と、下型42側にフランジ成形部分46cの端部に開口するよう設けられ、該フランジ成形部分46cに対する未架橋ゴムの注入口となる流入部50と、型面部52にセットされたインサート部材38と流入部50との間に位置して、該型面部52に設けられた堰部54とを備えている。
(もっと読む)
シールの製造方法
【課題】ボールねじ用シールの熱可塑性エラストマからなるリップ部の耐久性および形状精度を向上する。
【解決手段】射出成形で使用する金型のゲートを、ゲート跡30A〜30Dの位置に設けることで、これらの位置にウエルドライン4が発生しない。これにより、リップ部1に大きな力がかかる接触角となる位置にウエルドライン4が発生しないため、リップ部1の耐久性が向上する。また、リップ部1の肉厚部1Aで肉薄部よりも、ゲート位置がリップ部1の先端から近い位置にあり、エラストマ充填が完了する時間の差を小さくすることができるため、リップ部1の形状精度が向上する。
(もっと読む)
モールド・アッセンブリおよびモールド部品製造用の減衰光方法
本発明は、サイクル数を改善するための、フランジ、モールドおよび電磁放射線フィルターを含むモールド・イン・プレースによるガスケット形成アッセンブリに関する。本発明は、さらにモールド・イン・プレースによるガスケッティング方法に関する。 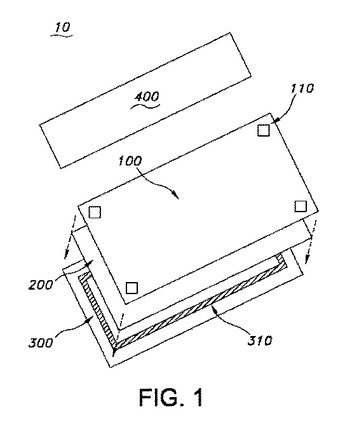 (もっと読む)
(もっと読む)
1 - 10 / 57
[ Back to top ]