
国際特許分類[B29L31/28]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 工具,例.刃物 (6)
国際特許分類[B29L31/28]に分類される特許
1 - 6 / 6
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
OA用ブレード及びOA用ブレード用金型
【課題】エッジが立ったシャープな形状のゴム部材を備えたOA用ブレードを製造する。
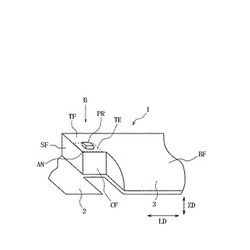
【解決手段】長尺形状のプレート2上に、被接触体に当接される弾性部材3が長手方向に沿って設けてあるOA用ブレード1において、
前記弾性部材3は、前記プレート2と接する面と厚さ方向で対向している第1の面TFと、該第1の面とそれぞれが互いに交差するように配置された第2の面SF及び第3の面CFとを含む形状に形成されており、前記第1の面、前記第2の面及び前記第3の面が交差する角部ANから近傍の所定領域内の前記第1の面上に突起PRが設けてある。
(もっと読む)
熱伝導性棒状樹脂成形体
【課題】熱伝導率が高く、熱伝導率の異方性が小さい、切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
【解決手段】熱可塑性樹脂100重量部と、黒鉛結晶の六角網面の厚み方向に由来する結晶子サイズ(Lc)が20nm以上の黒鉛化炭素材料を25〜230重量部とを少なくとも含む熱伝導樹脂組成物を固化押出成形することにより切削加工用母材として有用な熱伝導性棒状樹脂成形体を得る。
(もっと読む)
ブレード成形型

【課題】本発明の課題は、カジリ問題が無く安定した膜厚で、ブレード表裏面及び端面に樹脂被覆を連続して成形できるブレード成形型を提供することにある。
【解決手段】本発明は、支持体上に樹脂被覆層を成形するためのブレード成形型において、該支持体を連続して供給する搬送路と、前記搬送路を搬送される前記支持体の当接面、非当接面及び端面に前記樹脂被覆層を形成するための型となるキャビティと、該キャビティに前記当接面側及び前記非当接面側の二方向から樹脂被覆材を供給する被覆材供給ゲートと、を有し、該被覆材供給ゲートは、前記キャビティに繋がる部分であって前記支持体の搬送方向側の部分が曲面を有するR形状であり、該R形状はRが0.5以上5以下であることを特徴とするブレード成形型である。
(もっと読む)
比較的硬質な材料を切削するための切削ワイヤ用の環状研磨ビード素子の製造方法
【課題】比較的硬質な材料を切削するための切削ワイヤ用の環状研磨素子を製造する方法において、各ビードに支持素子の存在を必要としない方法を提供する。
【解決手段】本発明は、比較的硬質な材料を切削するための切削ワイヤ用の環状研磨ビード素子を製造するための方法に関し、金属材料粉末と粒状研磨材料との混合物を第1の金型の少なくとも1つの環状座部に入れる工程と、前記金型内の前記混合物を成形して、内部貫通孔(5)を有する少なくとも1つの成形された環状素子を得る工程と、成形された各環状素子を焼結して、完成した環状研磨素子を得る工程という一連の工程を備えている。
(もっと読む)
グリップの製造方法
本発明は、ハンマー、スクリュー・ドライバー、コテ、プライヤ、ナイフなどの工具用グリップに関連している。
発明に基づき、グリップ(1)は間欠サンドイッチ法で製造され、その場合、グリップ・コア被覆(9)、軟質層(10)および外部層(11)によって、グリップ・コア(6)を簡単な方法で覆うことができる。グリップ・コア(9)と外部層(11)は、ここでは第一材料によって形成され、一方、軟質層(10)は、それより柔らかい第二材料によって形成されている。
(もっと読む)
1 - 6 / 6
[ Back to top ]