
国際特許分類[B29L31/44]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 家具またはその部品 (25)
国際特許分類[B29L31/44]に分類される特許
1 - 10 / 25
引き抜き成形による拡張自在な棚システム
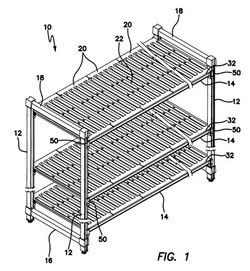
【課題】大きな荷重を支持することが可能で、最小数の工程で容易に調節および再構成ができる、軽量な棚システムを提供する。
【解決手段】棚システム10は、補強繊維入りの樹脂の引き抜き成形による複数の垂直柱12および水平梁14を含んでいる。水平梁14が、各々の垂直柱12に配置される二分割カラー50と梁エンドピースによって垂直柱12へ接続される。二分割カラー50の各半分体が、梁へと荷重が加わったときに、二分割カラーの各半分体を垂直柱12の周囲によりきつく締め付ける力が二分割カラー50に加わるよう、くさび形の設計を有している。梁14を、棚システム10の任意の横方向に延長することができるように、垂直柱12の片側または両側に接続することができる。さらに、棚システム10を、くさび状の角コネクタによって直交方向または他の角度方向にも延長することができる。
(もっと読む)
キッチンカウンタの製造方法

【課題】キッチンカウンタの製造方法において、金属製のシンクが変形したり、樹脂製のカウンタにクラックが発生したりすることなく、金属製のシンクの外周部に熱硬化性樹脂による樹脂製のカウンタを一体化成形する。
【解決手段】カウンタ2成形用の金型10,11に金属製のシンク3の外周部をインサートし、次に、金型10,11に熱硬化性樹脂を注入し、次に、シンク3を熱源5によって加熱した状態で、熱源5とは別に設けた樹脂硬化用の熱源4によって金型10,11を加熱して熱硬化性樹脂を硬化させ、金属製のシンク3に接合したカウンタ2を成形する。金属製のシンク3を加熱した状態で熱硬化性樹脂によって成形するので、金型10,11の冷却時においてシンク3とカウンタ2の温度差を低減して収縮量の差を小さくすることができ、シンク3とカウンタ2の接合部に生じる熱応力を緩和し、シンク3の変形や、樹脂の割れを防止できる。
(もっと読む)
カウンタ及びその製造方法
【課題】 多層構造のカウンタであっても、深み感や立体感を効果的に現出することができるカウンタ及びその製造方法を提供する。
【解決手段】 本発明のカウンタは、表面側に設けられ光を透過させる透光層73と、該透光層73の裏側を遮蔽するように設けられた遮蔽層74と、透光層73と遮蔽層74との界面に設けられ、一端に入光部64を有すると共に、透光層73との界面に出光面65を有する導光層6とを備えている。そして、透光層73と導光層6と遮蔽層74とが一体となり3層構造となっている。
(もっと読む)
発泡ウレタン複合成形品の製造方法および発泡ウレタン複合成形品
【課題】 従来の金型を用いた場合の種々の工程上の問題を改善する製造方法を提供すると共に、従来の高密度表面層を有する発泡ウレタン成形品に替わって使用でき、表面の耐擦傷性が改良された発泡ウレタン複合成型品を提供する。
【解決手段】 熱可塑性硬質樹脂のシートを真空成型して表皮型枠を製造し、該表皮型枠を該表皮型枠と同型の金型にセットし、該表皮型枠内でウレタン発泡を行った後該金型から表皮型枠毎脱型する、表皮型枠と発泡ウレタンが一体化した発泡ウレタン複合成形品の製造方法;および該製造方法で製造された、高密度発泡ウレタン成形品に替る発泡ウレタン複合成形品である。
(もっと読む)
樹脂成形金型
【課題】ベントチューブを利用して樹脂注入成形時の置き子の浮き上がりを防止する。置き子の清掃作業を省略して成形サイクル時間を短縮すると共にコスト削減を図る。成形品の肉厚調整の範囲を大きく広げることを可能にする。
【解決手段】上型31内部に金型キャビティ36内のエアーを抜くためのベントチューブ40が抜き差し自在に取り付けられ、ベントチューブ40の下端部に上型31の下面31aよりも下方に突出する突起部43が突設され、型締め状態ではベントチューブ40の突起部43により置き子20の上端面20aの一部が下型32に向かって押さえ付けられると共に、上型31の下面31aと置き子20の上端面20aとの間の突起部43以外の部位に、金型キャビティ36内部とベントチューブ40内部とを連通させるエアー抜き隙間Sが形成される樹脂成形金型30である。
(もっと読む)
椅子用クッションの成形方法及び椅子
【課題】表皮と弾性フォームと基板で構成される椅子用クッションにおいて、基板を予め成形する必要がなく、全体の成形が容易で、約5〜25mm程度の厚さに成形できる椅子用クッションの成形方法及びその成形方法により製造されたクッションを備えた椅子を提供する。
【解決手段】表皮材5と弾性フォーム材6を接着する。この弾性フォーム材6の裏面に基板材7を接着する。得られた表皮材5と弾性フォーム材6と基板材7の貼り合わせ体8を、基板材7が軟化する温度まで加熱する。その後、この貼り合わせ体8を真空成形装置の型9にセットする。この型内に、真空作用を作用させ、貼り合わせ体を型内に引き込み、基板材7を基板4の形に賦形するとともに表皮2と弾性フォーム3と基板4が一体となった椅子用クッションを作る。
(もっと読む)
化粧基材及び建材
【課題】高い意匠性を得ることができる化粧基材を提供する。
【解決手段】基材1の表面に化粧材2を設けてなる。芯材8を被覆して化粧するための化粧基材Aに関する。化粧材2が残存するように基材1の裏面に略M字型の溝加工を施すことにより面取り部4を形成する。面取り部4の頭頂部に略W字型の入隅部10を形成する。面取り部4を中心に折り曲げて入隅部10と基材1の裏面とで連続した隅角面30を形成する。
(もっと読む)
水回り用樹脂成形体
【課題】
凹凸のある部材の外観を維持しつつ、水回り用樹脂部材としての必要な物性である、耐水性を両立させることが難しかった。
【解決手段】
本発明によれば、凹凸のある部材を、完全もしくは一端を除いて透明樹脂で埋包したことを特徴とする水回り用樹脂成形体を提供する。また、本発明によれば、前記水回り用樹脂成形体が板状であることを特徴とする水回り用樹脂成形体を提供する。このような構成により、耐水性と凹凸部材の外観とを備えるものである。
(もっと読む)
樹脂製便器の製造方法
【課題】リム部、ボール部、およびスカート部を独立した樹脂製部材として備えた樹脂製便器において、これらの樹脂製部材の接合面における外側端部に意匠性などの機能性を付与することができる樹脂製便器の製造方法を提供する。
【解決手段】リム部2とボール部3との接合面8、および/またはリム部2とスカート部4との接合面9の外側端部に沿って設けられた樹脂注入用溝部10を含む領域を加熱する工程と、加熱された樹脂注入用溝部10に樹脂11を注入する工程と、樹脂注入用溝部10に注入された樹脂11を押圧することにより、注入された樹脂11を樹脂注入用溝部10内に充填し冷却する工程とを含むことを特徴としている。
(もっと読む)
パイプ成形品の製造方法
【課題】欠陥の少ない湾曲部を備えたパイプ成形品を製造する。
【解決手段】パイプ成形品10は、発泡体14をなす発泡原料を樹脂パイプ12の中空部12aに注入する注入工程と、樹脂パイプ12の中空部12aに注入した発泡原料を発泡硬化させて、該樹脂パイプ12の中空部12aに発泡体14を生成する発泡体生成工程と、発泡体14を充填した樹脂パイプ12を加熱して、該樹脂パイプ12を軟化する加熱工程と、この加熱工程で軟化した樹脂パイプ12を曲げて、湾曲部10aを形成する曲げ工程とを経て製造される。
(もっと読む)
1 - 10 / 25
[ Back to top ]