
国際特許分類[B29L31/54]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | ボール (10)
国際特許分類[B29L31/54]に分類される特許
1 - 10 / 10
ボールの製造方法
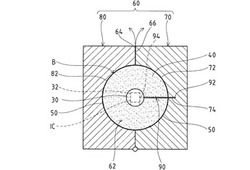
【課題】耐久性および品質が向上したボールの製造方法を提供する。
【解決手段】下型70の凹状成形面72にキャビティ62の中心となる方向へ突出した支持ピン90に、電子識別媒体ICを収容した芯材30を取外し可能に取付ける。下型70の凹状成形面72および上型80の凹状成形面82にインモールドコート剤を塗布する。ウレタン原料を注入して下型70および上型80を型閉めした後、両型70,80の境界部に形成されたガス抜き部66がキャビティ62の最上部に位置するよう成形型を姿勢変位する。キャビティ62内で、ウレタン原料の発泡、硬化により発泡層40を成形すると共に、インモールドコート剤の硬化によりコーティング層50を成形する。
(もっと読む)
球状物成形用金型及びそれを用いた球状物の成形方法

【課題】成形した球状物を容易に脱型することができ、また、球状物が弾性のない高硬度の球状物であっても損傷、変形等させることなく脱型することができ、さらに、1回の成形作業で多数個の球状物を成形することができる球状物成形用金型と該金型を用いた球状物の成形方法を提供する。
【解決手段】上型2と、該上型に対向して配置される下型4と、該上型と該下型との間に挟持される1又は2以上の中型3とを備えた球状物成形用金型1であって、前記上型、中型及び下型は、それぞれ略水平方向に沿って分割可能であり、また、前記上型、中型及び下型は型合わせすることにより球状物に相応するキャビティーを形成し、前記中型のうち、少なくとも1つは前記球状物の略二等分線の位置で分割されることを特徴とする球状物成形用金型。
(もっと読む)
ゴルフボール成形装置
【課題】金型の温度調節が容易で金型の温度分布を均一化でき型かじりを防止し、ワークの芯ずれをなくしてサイクルタイムを短縮できるゴルフボール成形装置を提供する。
【解決手段】ゴルフボール成形装置3において、金型内に電熱ヒーター7を配すると同時に前記金型近傍に、内部に誘導加熱用コイル4を埋設して該誘導加熱用コイルを覆うように加熱板5を設けて加熱盤6a、6bを形成し、前記金型を対応する加熱盤6a、6bに対して配置し、前記誘導加熱用コイル4に電流を供給することで前記加熱板5が電磁誘導加熱され、その熱伝導で金型が加熱されるようにする。また金型内に媒体通路8a、8b、8cを設け、強制循環装置により媒体の導入・廃棄ができる構造とする。
(もっと読む)
ゴルフボールのハーフシェルのための成形型
【課題】高品質なゴルフボールが得られるハーフシェル用成形型16の提供。
【解決手段】成形型16は、上型18、下型20及びベントピン22を備えている。上型18は、半球状の凸部24を備えている。下型20は、本体28と、半球状のキャビティ面30とを備えている。成形型16が締められると、凸部24とキャビティ面30との間にキャビティが形成される。本体28の中央には、貫通孔32が形成されている。この貫通孔32に、ベントピン22が挿入されている。ベントピン22の先端は、凹陥部40である。このベントピン22は、スリット48を備えている。このスリット48の上端は、キャビティに解放されている。スリット48の外端は、ベントピン22の外周面に至っている。スリット48の幅は、10μm以上200μm以下である。ベントピン22の直径に対するスリット48の深さの比率は、3%以上45%以下である。
(もっと読む)
接着製品の製造方法
【課題】 接着剤を介して貼り付けられる中空体または凹み構造を形成する高分子材料殻部と第二の物質とにおいて、貼り付け面の荒れの程度を細かくするとともに均一にして、かつ極性の高い処理加工を施し接着性を向上させる接着製品の製造方法を提供する。
【解決手段】 その中空体の殻部の層内または内側に、面状または擬似面状の通電性材料を設け、高分子材料殻部の外側面がコロナ放電処理なされた後に、接着剤として無溶剤型の接着剤を使用して接着されることを特徴とする接着製品の製造方法であり、表皮が中空体または凹み構造を形成する高分子材料殻部の外側表面に接着剤を介して貼り付けられて構成される製品において、貼り付け面がコロナ放電加工処理により均一に表面処理されていることを特徴とする。
(もっと読む)
中心部に泡を形成するプラスチックボール
【課題】真球度が高く、かつ光照明時における輝き度が高く外観美のある中心部に泡を形成するプラスチックボールを提供する。
【解決手段】射出成形時における投入材料、混合比、材料の押し出し量や圧力加熱度等をコントロールすることによりボールの中心部に泡3とそのまわり独立気泡2を形成することができる。この泡3の乱反射によって輝度の向上が図れる。
(もっと読む)
ゴルフボール成形用金型及びゴルフボールの製造方法
【課題】 ウエルドの発生をほとんど無くし、中間ベントピンに起因するバリの形成を低減させてボールの外観不良を可及的に少なくすることができる品質に優れたゴルフボールを製造することを目的とする。
【解決手段】 上下型の割型からなり、内部にコア又は複数層からなる球状体が配置される球状のキャビティを有し、かつそれぞれ上記キャビティに進退可能な複数個のサポートピンと、上記割型の接合面に沿って所定間隔離間して配置された複数個の樹脂射出ゲートを備えたゴルフボールの成形用金型において、キャビティ内の空気又はガスを外部に逃散させる中間ベントピンを、溶融樹脂が互いに収束する箇所又はその近傍に位置するキャビティ外壁面に配設し、その配置数が各割型当り1個又は2個であることを特徴とするゴルフボールの成形用金型を提供する。
(もっと読む)
プラスチック部品を製造する射出成形方法
【課題】部品の異なる領域の優れた特性が保証される射出成形方法を提供する。
【解決手段】射出成形方法は、第1キャビティを有する第1金型において、露出面2と、露出面2と反対側に位置するコア面3とを有する露出部分1のプラスチック成形材料の射出成形と凝固を行うステップa)と、第1金型を分割面24に沿って開放するステップb)と、第2キャビティ28内に露出部分1を有する第2金型25を閉鎖するステップc)と、露出部分1のコア面3上で機能部分10のプラスチック成形材料の射出成形と凝固を行うステップd)と、第2金型25を開放してプラスチック部品を取出すステップe)とを備える。
(もっと読む)
樹脂性部材の成形仕上げ方法
【課題】2つ割りの成形型で射出成形により形成される樹脂性部材を簡便な方法で外観美のある製品に成形仕上げする樹脂性部材の成形仕上げ方法を提供する。
【解決手段】成形型1の上型2の半球状の内輪郭面4と湯口7との交差部に面取り面8を形成することにより脱型された球体には後工程で簡単で、かつ円滑に除去可能な突起部が形成される。この突起部とパーティングラインの出張り部の除去により外観美のある球体を形成することができる。
(もっと読む)
ゴルフボールの熱可塑性構成部分の製造方法
本発明は、熱可塑性材料を用いてゴルフボールを製造するための射出成形方法を記載する。射出成形用金型に、加熱源および1つ以上の弁ゲートが設けられる。前記加熱源が、溶融熱可塑性材料を金型キャビティに供給する導管内の溶融熱可塑性材料の温度を維持し、弁ゲートが、前記金型キャビティへの溶融熱可塑性材料の流れを遮断する。有利には、この方法は、「トリム」または屑材料を低減または除去し、従って、熱可塑性材料を再循環させる必要性も最小にする。 (もっと読む)
1 - 10 / 10
[ Back to top ]