
国際特許分類[B29L7/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 板状物品,例.フィルムまたはシート (3,923)
国際特許分類[B29L7/00]に分類される特許
1,001 - 1,010 / 3,923
ラミネート装置
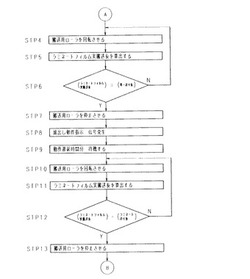
【課題】離型紙の先端を離型紙巻取用紙管に貼り付ける操作時において、離型紙を離型巻取用紙管まで届かせる検出手段を備えたラミネート装置を提供する。
【解決手段】ラミネート・フィルム長を検出する検出手段と、離型紙の頭出し長を指示する頭出し長と、ラミネート・フィルム送り長を指示する動作指示手段と、頭出し運転スイッチをオンすると頭出し動作指示手段の指示により搬送用ローラを回転させSTP4、前記切断基準位置で切断された離型紙の切断位置が剥離ガイドを通過し、加圧ローラの周面に接触する位置に達し、頭出し長さ分搬送されると搬送用ローラを一時停止させSTP7、搬送用ローラを再度回転させSTP10、ラミネート・フィルム実搬送長が、前記離型紙切断基準位置から剥離ガイドを経由して離型紙巻取紙管まで到達する送り長に達した時点で搬送用ローラを停止するSTP13を特徴とする。
(もっと読む)
インモールド転写箔用積層ポリエステルフィルム
【課題】 浅絞り〜中絞り用途において、良好な印刷性と成形品の光沢感に優れ、かつ成形加工では低応力で容易に伸びる易成形性を有するインモールド転写箔用ポリエステルフィルムを提供する。
【解決手段】 ポリエステルからなるB層の一方の面にポリエステルからなるA1層が、もう一方の面にポリエステルからなるA2層が積層されたフィルムであって、A1層およびA2層の総厚さが全フィルム厚さの1〜30%の範囲であり、下記式(1)〜(4)を同時に満足することを特徴とするインモールド転写箔用積層ポリエステルフィルム。
0.58dl/g≦フィルムの極限粘度≦0.70dl/g …(1)
0.130≦ΔP≦0.160 …(2)
△n≦0.035…(3)
SRa≦0.050 …(4)
(上記式中、△P、ΔnおよびSRaは、明細書中に定義したとおりである)
(もっと読む)
二軸延伸ポリエステルフィルム
【課題】欠点が少なく、透明性の高い二軸延伸ポリエステルフィルムに関する。
【解決手段】厚さ50〜400μmであって下記要件(1)〜(7)を満足する二軸延伸ポリエステルフィルム。(1)ポリエステル中のマグネシウム化合物の含有量が5〜160ppm、(2)ポリエステル中のアルカリ金属化合物の含有量が1〜40ppm、(3)ポリエステルの極限粘度が0.580〜0.630dl/g、(4)ポリエステルの酸価が10〜25eq/ton、(5)ポリエステル中の不溶性のアルカリ土類金属がポリエステル1kg当り1mg以下、(6)フィルムのヘイズが2%以下、(7)フィルム表面の高さ0.5μm以上長さ20μm以上の核無し欠点が10個/m2以下
(もっと読む)
表面保護フィルムの製造方法

【課題】 本発明は、少なくとも一つの面に高光沢でかつ欠陥の無い表面を有する表面保護フィルムを製造することができる方法を提供するという課題に基づく。
【解決手段】
本発明は、少なくとも一つの面に高光沢で欠陥箇所のない表面を有する表面保護フィルムの製造方法に関する。本発明においては、スロット付きノズルを用いて押出しされたプラスチック溶融物フィルムを、溶融状態で、冷却ロールと周回する金属製平滑化ベルトとの間の間隙に送り、冷却ロールに接触させることで冷却し、そして平滑化ベルトが冷却ロールに作用するところの巻き付き領域において、平滑化ベルトのベルトの張力によって生じた圧力によって平坦に圧迫する。
(もっと読む)
熱可塑性樹脂シートの加工装置
【課題】微細模様を転写した熱可塑性樹脂シートを経済的、高速で安定して生産できる熱可塑性樹脂シートの加工装置を提供する。
【解決手段】熱可塑性樹脂のガラス転移温度以上の温度に制御可能な冷却手段を有する、少なくとも一方が細密加工された表面を持つロールおよびエンドレスベルトの間に、押出機から連続して溶融状態の熱可塑性樹脂を供給して熱可塑性樹脂の表面に微細模様を転写し、転写ロールから剥離後の熱可塑性樹脂シートを外部から冷却可能に設けられた冷却手段により急速冷却することにより、微細模様が転写された熱可塑性樹脂シートを高速で安定的かつ経済的に生産できる。
(もっと読む)
エンボス転写用熱可塑性樹脂シート、熱可塑性樹脂製エンボスシート、および、熱可塑性樹脂製エンボスシートの製造方法
【課題】高転写率の熱可塑性樹脂製エンボスシートを製造できるエンボス転写用熱可塑性樹脂シートを提供する。
【解決手段】エンボス転写用熱可塑性樹脂シート11は、熱可塑性樹脂製の基材層11Aと、この基材層11Aに積層する転写面層11Bとを備えた積層構造である。転写面層11Bは、ガラス転移点(Tg)が、基材層11AのTgよりも1℃以上低い構成とするか、易滑性添加剤を含有させた構成とするかの少なくともいずれか一方とする。基材層11Aは、Tgが50℃以上200℃以下とする。転写層11Bの表面にエンボスパターンを転写することで、熱可塑性樹脂製エンボスシートを製造する。
(もっと読む)
セルロースエステルフィルムの製造方法
【課題】優れた光学的特性を有するセルロースエステルフィルムの製造方法を提供する。
【解決手段】流延、剥離されたセルロースエステルフィルムを搬送する工程D0、搬送されてきた前記フィルムの幅手端部を把持する工程A、幅手方向に引き延ばす工程B、乾燥を行う工程D1を経て、配向角が幅手方向の何れの測定点においても、平均配向角の角度から±2°以内で、フィルム面内のリターデーション(Ro)分布が5%以下あるセルロースエステルフィルムを製造するセルロースエステルの製造方法において、前記工程D0にテンションカットロールを設けて、フィルム雰囲気温度20℃〜70℃、幅手方向での当該温度の分布を±5℃以内とし、張力30N/m〜300N/mでフィルムを搬送して、工程D0終点での貧溶媒質量/(良溶媒質量+貧溶媒質量)×100(%)が95質量%〜15質量%に調整するセルロースエステルフィルムの製造方法。
(もっと読む)
光学用フィルムのフィルムロール
【課題】フィルムロール上の位置による熱収縮率の相違が少ない光学用フィルムのフィルムロールを提供する。
【解決手段】ポリエチレンテレフタレートからなる厚み35〜250μmの二軸延伸フィルムである光学用フィルムのフィルムロールであって、フィルムロール上の配向角の最大値が30〜50°、フィルムロールの端から巾方向に40cmごとに測定点を設けたときの各測定点での150℃30分間常圧放置時の巾方向熱収縮率の最大値TDMAXと最小値TDMINとの差が0.1%以下かつ同条件での縦方向熱収縮率の最大値MDMAXと最小値MDMINとの差が0.1%以下であることを特徴とする、光学用フィルムのフィルムロール。
(もっと読む)
溶液製膜方法
【課題】黒帯故障の発生を抑えつつ、フィルムを製造する。
【解決手段】流延ダイ21に設けられるスリットから流延ドラム22に向けてドープ28を吐出する。流延ドラム22には流延膜40が形成する。剥取ローラ24は、流延ドラム22から流延膜40を剥ぎ取り、湿潤フィルム44とする。湿潤フィルム44は乾燥処理によりフィルム50となる。ナーリング付与ローラ62により、フィルム50の幅方向両端にはナーリング加工が施される。膜厚測定装置64はフィルム50の厚みを測定する。コントローラ37は、幅方向におけるフィルム50の厚み分布を読み取り、所定の厚み条件を満足しない部分があるか否かを判定する判定処理を行う。判定処理により、所定の厚み条件を満足しない部分がある場合には、コントローラ37は該当部分に対応するスリットの幅を調節する。
(もっと読む)
ポリテトラメチル−p−シルフェニレンシロキサンの延伸フィルムの製造法
【課題】
本発明は、機械強度および可視光の透明性に優れたポリテトラメチル−p−シルフェニレンシロキサンの延伸フィルムの製造法を提供することにある。
【解決手段】
数平均分子量が5000以上、500万以下であるポリテトラメチル−p−シルフェニレンシロキサンのフィルムまたは粉末を、120〜160℃においてロール圧延法で延伸処理を行なうことにより、弾性率が1.2GPa以上、破断強度が15MPa以上であり、可視光の透過率が50%以上であるポリテトラメチル−p−シルフェニレンシロキサンの延伸フィルムを製造できる。
(もっと読む)
1,001 - 1,010 / 3,923
[ Back to top ]