
国際特許分類[B30B11/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691) | モールド内の材料を押圧するためのラムを使用するもの (374)
国際特許分類[B30B11/02]の下位に属する分類
固定したモールドと協働するもの (17)
回転台によって運ばれるモールドと協働するもの (83)
回転ドラムの円周上にあるモールドと協働するもの
回転台または回転ドラム以外の可動搬送台上のモールドと協働するもの (1)
国際特許分類[B30B11/02]に分類される特許
101 - 110 / 273
成形体の離型装置
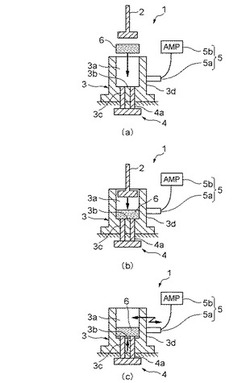
【課題】超音波振動装置によって適切な周波数を付与しながら成形体の離型を行う離型装置を提供する。
【解決手段】
離型装置1は、パンチ2と、金型3と、突き出し機構4と、超音波振動子5aを有した超音波振動装置5と、を備える。金型3には、例えば金属粉末6が充填されかつパンチ2によって金属粉末6が押し固められる金型内空間が設けられている。突き出し機構4は、金型3に設けられた貫通孔3cに挿通された突き出し部4aによって金型内空間3aから金属粉末6を外方に突き出す。超音波振動子5aは、金型3の外壁部3dに取り付けられ、超音波振動装置5の周波数は、金型3の共振周波数である。また、超音波振動装置5の周波数が既定値であった場合には、金型3は、金型3の共振周波数が超音波振動装置5の既定周波数になるように金型3が設計変更される。
(もっと読む)
粉体の圧縮成型装置及び圧縮成型方法

【課題】超音波振動を用いた粉体の容器内での圧縮成型を円滑に行うことができ、外観が良好で密度が均一な高品質の成型体を提供し得る粉体の圧縮成型装置及び圧縮成型方法を提供すること。
【解決手段】本発明の圧縮成型装置は、容器3の収容空間として利用される貫通口10を有する臼体11と、貫通口10に鉛直方向の上方側から挿入され且つ容器3内の粉体を押圧する上杵20aと、上杵20aによる粉体の押圧時に該上杵20aと粉体との間に介在されるシート23とを備えている。上杵20aによる粉体の押圧時において、貫通口10の内壁面と該貫通口10内に収容されている容器3の壁部31の外面との間のクリアランスC1よりも、壁部31の内面と上杵20aの側面との間のクリアランスC2からシート23の厚みtを差し引いた値C2−tの方が小さく、且つC1とC2−tとの差〔C1−(C2−t)〕が30μm以上である。
(もっと読む)
化粧料プレス装置
【課題】生産性を阻害することなく、プレス時における化粧料表面の剥離を有効に抑制する。
【解決手段】上プレス基部3aは、昇降式のシリンダ2に取り付けられ、その下端には下プレス基部3bが連結されている。上弾性部3eは、プレス基部3a,3bの間に介装され、化粧皿内に充填された化粧料のプレス時に弾性変形する。化粧料をプレスするプレスヘッド3dは、下プレス基部3bの下端に連結されている。上弾性部3fは、下プレス基部3bとプレスヘッド3dとの間に介装され、化粧料のプレス時に弾性変形する。
(もっと読む)
粉末成形体の成形方法および成形装置
【課題】金型からの粉末成形体の離型を容易にし、金型にカジリが発生することを防止するために、容易にキャビティの内面に潤滑剤を均一に塗布することができる粉末成形体の成形方法を提供する。
【解決手段】上型となる上ポンチ3と、下型となる下ポンチ4と、側部の型となるダイ5と、からなる金型2によって形成されるキャビティ6に対して、ノズル7から潤滑剤8を噴霧してキャビティ6に潤滑剤8を塗布した後、キャビティ6に対して、金属粉末10を充填し、金型2によって、キャビティ6に充填された金属粉末10をプレスすることにより粉末成形体1を成形する粉末成形体1の成形装置11であって、キャビティ6に塗布された潤滑剤8をキャビティ6の外部へ流出させるための流出経路Qを形成する。
(もっと読む)
粉末冶金における温間成形方法及びその金型装置
【課題】ヒータを用いることなく成形金型本体を加熱、冷却を行うことができるようにする。
【解決手段】ダイ2に形成した成形部6に原料粉末Mを充填し、成形部6で原料粉末Mを圧縮して粉末成形体を成形する。ダイ2の加熱と冷却に加熱液Hと冷却液Cを用い、加熱液Hを事前に加熱液供給手段18によって加熱し、冷却液Cを冷却液供給手段19によって冷却して温度制御した後、成形直前にダイ2を事前に加熱した加熱液Hを使用してダイ2を加熱し、温間成形を行う。成形終了後、事前に冷却した冷却液Cを使用してダイ2を冷却する。加熱手段をヒータとせず、加熱液Hのみでダイ2の加熱を行うことで、昇温時の温度オーバがなくなり、温度分布が不均一になることを阻止できる。
(もっと読む)
成形金型装置およびそれを用いた雌ねじ部付き軸孔を有する成形体の成形方法
【課題】雌ねじ部付き軸孔を有した成形金型装置と方法を実現する。
【解決手段】ダイキャビティに原料粉末を充填し、上・下パンチにより原料粉末を圧縮成形する雌ねじ部付き軸孔を有した成形金型装置であり、コアロッド20の外周に形成されたねじ部20aと、コアロッドをねじ送り可能な状態で回動する回転駆動手段(22,24)と、上パンチ側のうちコアロッドと摺接する上パンチを分割した上内パンチ42及び上外パンチ40と、上内パンチの内周面に形成されてねじ部20aに対し嵌合する雌ねじ部42aと、上内パンチを支持した状態で回動する回転駆動手段(44,45)と、下パンチ側のうちコアロッドと摺接する下パンチを分割した下内パンチ34及び下外パンチ32と、下内パンチの内周面に形成されてねじ部20aに対し摺動自在に嵌合する雌ねじ部34aと、下内パンチを支持した状態で回動する回転駆動手段(35,36)とを備えている。
(もっと読む)
粉末成形金型
【課題】ダイ、パンチ、コアロッドなどの金型要素が圧力を持って接した状態で擦れ合って起こる金型表面の傷つきや金型の焼きつきを防止することを課題としている。
【解決手段】下1パンチ2−1及びその下1パンチの外周の縦溝5に適合して嵌る下2パンチ2−2からなる下パンチ2を有し、圧粉体10の本体部11の一端面と突起12の内径側側面とその突起12の周方向両端の各側面を下1パンチ2−1で成形するように構成された粉末成形金型であり、前記下1パンチ2−1の先端に、端面視における下1、下2パンチ前面の重心を結んだ直線上において縦溝5に近づくにつれて軸方向突出量が大となる方向に傾く斜面7を設けた。
(もっと読む)
焼結部品の製造方法と成形用金型
【課題】焼結部品の一端面に複数本の足とともに形成される寸法管理が必要な座面などの被管理面を精度良く成形できるようにしてその被管理面の全数寸法検査や寸法矯正のためのサイジングなどを不要となす。そのための製造方法と成形用金型を提供することを課題としている。
【解決手段】端面視で中央に穴22を有し、その穴22周りに配置されるn本(n≧2)の足を一端面に有し、さらに、各足間又は各足の根元近傍に寸法管理が必要な被管理面を有する粉末の成形体を成形し、その成形体を焼結して焼結部品を得る。このときの成形体の被管理面の成形を、成形面5が金型中心を頂点とする円錐面の一部で構成された下1パンチ3−1を用いて行う。
(もっと読む)
粉体の圧縮成型装置
【課題】粉体の種類等に応じて適切な圧縮成型を行うことができ、高品質の成型体を安定的に効率良く提供し得る粉体の圧縮成型装置を提供すること。
【解決手段】本発明の圧縮成型装置は、鉛直方向に延びる貫通口10を有する臼体11と、該貫通口10に鉛直方向の下方側から挿入され且つ該貫通口10内を上下動可能に配され且つ容器3の下面の一部と接触した状態で該容器3を下方から支持する容器支持体12とを備え、貫通口10と容器支持体12とによって容器3の収容空間Sが画成可能になされている。本発明の圧縮成型装置は、更に、容器3内の粉体に超音波振動を付与する下杵20aと、上杵20bとを備えている。容器支持体12に、該容器支持体12の鉛直方向の全長に亘って下杵20aの移動路15が形成されており、該下杵20aが該移動路15を移動して、容器3の下面の前記一部以外の部位に接触可能になされている。
(もっと読む)
切削工具の切刃部材の製造方法および該製造方法に用いられる圧粉体のプレス成形金型
【課題】例えばすくい面から突出するチップブレーカを有する縦刃式スローアウェイチップに製造される圧粉体を、チップ本体の厚さ方向に対応する方向にパンチを離接させて成形する。
【解決手段】互いに対向して相対的に離接させられるパンチ21,22と、これらパンチ21,22の周囲を取り囲んでキャビティー23を画成するダイ24とを備えたプレス成形金型を用いて、キャビティー23に投入した原料粉末をパンチ21,22によって圧縮して圧粉体をプレス成形するに際し、ダイ24にキャビティー23の外側に向けて後退する凹部26を形成して、この凹部26にパンチ21,22によって圧縮される原料粉末を充密させることにより、圧粉体のダイ24により成形される部分に、パンチ21,22が離間する方向側に隣接する部分に対して相対的に凸となる突出部を成形する。
(もっと読む)
101 - 110 / 273
[ Back to top ]