
国際特許分類[B30B11/02]の内容
処理操作;運輸 (1,245,546) | プレス (3,023) | プレス一般;他に分類されないプレス (3,023) | 粉体状または可塑状態の材料から特定形状物品を作るために特に適合したプレス,例.ブリケットプレス,タブレットプレス (691) | モールド内の材料を押圧するためのラムを使用するもの (374)
国際特許分類[B30B11/02]の下位に属する分類
固定したモールドと協働するもの (17)
回転台によって運ばれるモールドと協働するもの (83)
回転ドラムの円周上にあるモールドと協働するもの
回転台または回転ドラム以外の可動搬送台上のモールドと協働するもの (1)
国際特許分類[B30B11/02]に分類される特許
11 - 20 / 273
摩擦材成形方法
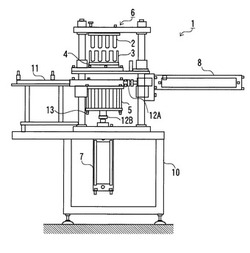
【課題】ブレーキ用摩擦材を容易に予備成形する摩擦材成形装置を提供することを課題とする。
【解決手段】ブレーキ用の摩擦材を予備成形する摩擦材成形装置1であって、第一の型枠4と第二の型枠3とを有し、第一の型枠4と第二の型枠3とを連結することにより予備成形用の型を形成する型枠部材6と、第一の型枠4内を移動することで予備成形用の型に収容された摩擦材を圧縮し、第二の型枠3内に予備成形物を成形する圧縮部材5と、予備成形物が内部に成形された第二の型枠3を第一の型枠4から分離し、本成形用の装置に移動する移動手段と、を備える。
(もっと読む)
粉末成形装置

【課題】簡単な構成で、強度と撓み調整能力の向上を両立させ、この治具を用いた成形用金型による圧縮成形において、圧粉体に撓み量の差による亀裂の発生を抑制することを課題とする。
【解決手段】焼結部品の圧粉成形に用いられ、ダイと上パンチと複数の下パンチとコアとを含む粉末成形装置であって、少なくとも1つの前記下パンチの下方に複数の撓み調整部材を備えることを特徴とする粉末成形装置とした。
(もっと読む)
粉末成形装置
【課題】複数の充填部を有する粉末成形装置を用いて材料粉末を圧粉する場合に、充填部ごとの粉末成形品間の密度ばらつきを小さくすることが可能な粉末成形装置を提供すること。
【解決手段】材料粉末Pが充填される複数の充填部Aが形成されたダイ11と、前記ダイ11に対して相対移動可能に取り付けられ前記ダイ11とともに充填部Aを画成する下パンチ21と、前記ダイ11の上方に配置され前記ダイ11に対して進退可能とされた上パンチ31とを備え、前記充填部Aに充填された材料粉末Pを加圧して粉末成形品を成形する粉末成形装置であって、充填された前記材料粉末Pが受ける加圧力を、前記充填部A毎に検出する圧力検出手段を備えることを特徴とする。
(もっと読む)
粉末圧縮成形体の製造方法
【課題】凹凸の立体形状を有する成形体における厚み方向の硬度むら及び幅方向の硬度むらの発生が効果的に抑制された成形体を製造し得る方法を提供すること。
【解決手段】臼体2と、臼体2内に配置された下杵4の成形面42とによって形成された成形空間に、粉体を含む原料50を充填する充填工程と、臼体2内に上杵3を降下させ、原料50を圧縮成形する成形工程とを備える。下杵として、その成形面に凹部を有するものを用いる。充填工程において、原料50を成形空間内に充填しつつ、又は充填完了後に、臼体2の開口端形状よりも小さい形状のプッシャー8によって、成形空間内に充填された原料50の上部を部分的に押圧する。
(もっと読む)
給粉方法、粉末成形方法及び粉末成形体
【課題】粉末の重量ばらつきを効果的に抑制することができる給粉方法、粉末成形方法及び粉末成形体を提供する。
【解決手段】ダイ12と、このダイ12に対して相対的に昇降可能な下パンチ13とを、ダイ12の上面12aと下パンチ13の上面13aとが略面一になるように配置する工程、下部に開口23aを有する給粉ボックス23を、前記開口23aが下パンチ13の上方に配置される給粉位置まで、ダイ12の上面12aに沿って前進移動させる工程、及び給粉ボックス23を給粉位置において進退方向に振りながら、ダイ12に対して下パンチ13を相対的に下降させることにより、給粉ボックス23内の粉末Pを前記開口23aから、ダイ12と下パンチ13とにより形成されたキャビティ15内に供給する工程を含んでいる。
(もっと読む)
固形粉末化粧料の製造方法
【課題】耐衝撃性と成形収率との両立が図られた固形粉末化粧料を容易に製造できる方法を提供すること。
【解決手段】成形用凹部34内に原料粉末10’を充填し上杵32によって該原料粉末10’をプレスするか、又は、上杵32と下杵33との間に、原料粉末10’を成形用凹部34内に充填した状態で配置し、両杵間で該原料粉末10’をプレスして固形粉末化粧料10を製造する方法である。成形用凹部34は、平面視での内壁34aの輪郭34’が、3本以上の直線状の辺部22と、隣り合う2本の辺部22間に位置するコーナー部23とを備えた多角形の形状である。上杵32と原料粉末10’とが当接している状態において、コーナー部23での上杵32と成形用凹部34の内壁34aとの隙間をt1とし、辺部22での上杵32と成形用凹部34の内壁34aとの隙間をt2としたとき、t2>t1となる条件下にプレス成形を行う。
(もっと読む)
湿式固形化粧料の製造方法
【課題】吸引プレス成形においてスラリー中に存在する気泡の分散を促進し、湿式固形化粧料の耐衝撃性の向上を図る。
【解決手段】弾性体よりなる吸引プレス体3を用いて、化粧皿に充填されたスラリーを吸引プレス成形する。この吸引プレス体3は、弾性プレスヘッド3aと、弾性プレスヘッド3aのプレス面3c上に開口した吸引孔3fとを有する。吸引プレス体3を下降させて、弾性プレスヘッド3aを弾性変形させながら化粧皿内のスラリーをプレスし、このプレスによってスラリーから滲み出た揮発性溶媒を、弾性プレスヘッド3aが弾性変形しても塞がれることのない吸引孔3fを介して、吸引・除去する。
(もっと読む)
粉体圧縮成形物の評価方法
【課題】粉体圧縮成形物の物性を簡易に評価する方法を提供する。具体的には、粉体の評価を介して、該粉体を圧縮成形物とした場合の割れ、破損、摩損などのトラブルを事前に予測することができる評価方法を提供する。
【解決手段】2以上の圧縮荷重で粉体を圧縮したときの残留臼内壁面圧を測定し、該残留臼内壁面圧の差を指標として、該粉体を圧縮成形して得られる圧縮成形物の強度を評価する方法。
(もっと読む)
粉末成形用金型
【課題】粉末成形体の足部の密度が低下するのを防止することができる粉末成形用金型を提供する。
【解決手段】足部W2を有する粉末成形体Wを加圧成形する粉末成形用金型1は、金属粉末が充填される大孔部2aを有するダイ2と、大孔部2a内の上方に昇降可能に配設された上パンチ3と、前記大孔部2a内の下方に昇降可能に配設され、金属粉末が充填されるように当該大孔部2aに連通する小孔部4aを有する第1下パンチ4と、前記小孔部4aの下方において当該小孔部4aに対して昇降可能に配設され、前記足部W2を成形するための第2下パンチ5とを備えている。前記上パンチ3は、大孔部2a内に昇降可能に配設された上パンチ本体部31と、この上パンチ本体部31の下面31aから小孔部4aの上部開口4a1に向けて突出する突出部32とを有している。
(もっと読む)
粉末成形品製造方法及び粉末成形品製造装置
【課題】除去加工工程等を行うことなくプレス成形のみで成形可能な粉末成形品製造方法及び粉末成形品製造装置を提供する。
【解決手段】内径側にアンダーカット形状を有する粉末成形品Sを成形する粉末成形品製造装置および粉末成形品製造方法である。自由状態において内径側に膨出する膨出部10を有するアンダーカット型をダイ1に挿入した後、ダイ1とアンダーカット型2とで構成される原料充填空間Aに、原料粉末S1を充填する。次に、アンダーカット型2の膨出部10を外径側へ膨出させた状態で原料粉末S1を加圧することによって、内径側にアンダーカット形状を有する粉末成形品Sを成形する。その後、アンダーカット型2の膨出部10を内径側へ膨出する元の状態に戻した後、ダイ1とアンダーカット型2とから粉末成形品Sを取り出す。
(もっと読む)
11 - 20 / 273
[ Back to top ]