
国際特許分類[B31B1/74]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 特定の作動をする点を特徴とする箱,カートン,封筒または袋を製造する機械類 (1,126) | 補助的な操作 (348)
国際特許分類[B31B1/74]の下位に属する分類
平たくされた製品をひらき,張り広げるもの (10)
窓を取付けるもの (2)
弁を形成するものまたは差込弁を付けるもの (65)
把手を一体に形成するものまたは別体の把手を取付けるもの (16)
印刷するものまたはエンボス加工するもの (63)
他の類に属しない附属品,例.開閉装置,裂き糸,を取付けるもの (124)
引き渡すもの (31)
国際特許分類[B31B1/74]に分類される特許
1 - 10 / 37
折り畳み可能な貼り函及びその製函方法
【課題】 嵩が張る貼り函でありながらも、折り畳むことができて輸送や保管に場所をとらないようにする。
【解決手段】 底壁と側壁とを展開した芯紙をトムソンで打ち抜いた後に側壁を立ち上げて函にし、底壁と側壁の外面に化粧紙を貼った貼り函において、底壁の一方の対角線にミシン目を入れるとともに、ミシン目を挟んだ二つの対角からミシン目に至るまで折り線を形成し、折り線とミシン目で隔成される三角形部の一つを底壁の下に敷かれる台紙に接着する。
(もっと読む)
製函機の屑処理装置

【課題】 現在段ボール工場の製函ラインの屑搬送は、設備コストや設備工事面のメリットがあるため電力消費量の多い空気搬送方式を採用しており、製函機が運転状態にあれば屑が流れて来ない場合や少ない場合にもファンやカッタブロアは定回転運転しており、省エネ、二酸化炭素排出量の低減になっていない。
【解決手段】 製函機から可変速のコンベア4に落下する段ボール屑を検知すべくセンサ1を設け、さらに段ボール屑を圧縮して減容化する可変速の減容ロール5およびモータの回転数を制御すべくインバータ2を制御盤3内に持つ。
(もっと読む)
内装袋の製造方法とそれに用いる治具
【課題】筒状胴部の上下端を天板と底板で閉鎖した合成樹脂製の内装袋を、低コスト、かつ確実に得ることのできる製造方法を提供する。
【解決手段】筒状胴部8の直径より若干大きめの直径のリング状と弓状とに変換自在となる治具1を、袋体10の内側からリング状にして嵌め込み固定し、治具1を下から保持可能な枠体12に袋体10を装着して、上部開口部11を円形に保持した状態で治具1より上側の部分を加熱により開口部11内側に収縮させて溶着片13とし、この上にもう片方の端材を重ねて溶着し、その後、天板の筒口15からリング状から弓状に変換した治具1を取り出す。
(もっと読む)
包装袋用材料の製造方法、製造装置及び包装袋
【課題】印刷特性及び融着性のバランスに優れる包装袋用材料の製造方法及び包装袋用材料の製造装置、並びにこの製造方法で製造される包装袋用材料から形成される包装袋を提供すること。
【解決手段】包装袋用材料の製造方法は、熱可塑性樹脂フィルムPの少なくとも一面を、酸素又はオゾンを含む雰囲気に配置し、酸素又はオゾンに23から紫外線を照射し、生成される活性酸素に熱可塑性樹脂フィルムPの少なくとも一面を曝すことで、表面処理を行う工程を有する。オゾンは、熱可塑性樹脂フィルムPの少なくとも一面を、酸素を含む雰囲気に配置し、酸素に23から紫外線を照射することで生成する。
(もっと読む)
ホットスタンプ印刷装置
本発明は、シート10の形態の要素を印刷するための印刷装置300であって、一方で、各シート10に、ホットスタンピングにより、少なくとも1つのスタンピング・ストリップ320から着色箔又は金属蒸着箔を貼り付けることができるプラテン・プレス310と、他方で、シート10の前縁部を引っ張ることにより、各シート10を次々にプラテン・プレス310の中に導入することができる移送手段340とを備える、印刷装置300に関する。本発明は、印刷装置300は、シート10をプラテン・プレス310の中に導入する段階中に各シート10をその後部で部分的に拘束することができる手段360をさらに備えることが注目に値する。 (もっと読む)
逆止注出ノズルの取付装置
【課題】ノズル型取りフィルムが連続的に繰出し走行されると、間欠的に繰出し走行されるとの別なく、簡単にして小型な機構および、簡易な作動制御の下で、逆止注出ノズルの、包装袋用フィルムへの融着接合能率を大きく向上させることができる、逆止注出ノズルの取付装置を提供する。
【解決手段】引裂き誘導疵で型取りされた逆止注出ノズルの複数を形成したノズル型取りフィルム7を、外表面のシーラント層を介して、包装袋用フィルム10の一方の側部のシーラント層に融着接合させる一方で、ノズル型取りフィルム7の不要部分を切り離して除去する逆止注出ノズルの取付装置であって、走行中の包装袋用フィルム10に対し、ノズル型取りフィルム7の逆止注出ノズルを、等速走行下で押圧して融着接合させる一対の融着ローラ11を設ける共に、逆止注出ノズル位置に間欠的に押圧する突起14を有する貼付熱ローラ15とで構成する。
(もっと読む)
パウチの製造方法及びパウチ
【課題】小ロット多品種のパウチに対応可能な無印刷パウチを効率よく製造できると共に、この無印刷パウチへの枚葉印刷を生産性よく行うことが可能なパウチの製造方法を提供することである。
【解決手段】少なくとも外面材及びヒートシール性内面材を有する積層体から成り、外表面に印刷層が形成されているパウチの製造方法において、前記外面材表面にアンチブロッキング性を有するアンカーコート層を形成した後、パウチに製袋し、該パウチの外表面に電子線又は紫外線照射により印刷層を形成することを特徴とする。
(もっと読む)
袋製造のトレーサビリティシステム
【課題】袋の製造工程での履歴に基づき、不具合原因を判定する袋製造トレーサビリティシステム、不具合品の範囲を特定でき、回収又は検品の手間やコストを削減できる袋製造トレーサビリティシステムを提供する。
【解決手段】製造工程中の品物の種類毎に固有の第二の識別記号を読み取る第一の読み取り手段11と、各品物の単位毎に固有の第一の識別記号を付与する第一の識別記号付与手段14と、全ての品物の第一の識別記号を読み取る第二の読み取り手段15と、製品の製造工程中の不具合品、検査品および暫定的不良品としてその第一の識別記号を読み取る第三の読み取り手段26と、修理品の第一の識別記号を読み取る第四の読み取り手段27と、第一の識別記号の各取得日時とともに記憶保持手段に記憶保持し、検査対象製品の不具合原因を判定して判定結果を表示する情報処理手段2を具えている。
(もっと読む)
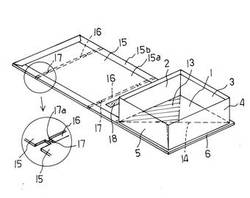
液体紙容器用カートンを成形する角筒状カートンブランクの寸法誤差・成形歪み検出方法及び装置
【課題】液体紙容器用カートンを成形する筒状カートンブランクの寸法誤差・成型歪み検出方法。
【解決手段】液体紙容器用カートンを成形し胴貼りしてなる角筒状カートンブランク1を、設計上の胴部内径に略一致した外径を有する四角柱状の挿入部材2とのいずれか一方を移動させて、角筒状カートンブランク1と挿入部材2とを挿入又は離脱方向に摺動させ、カートンブランク1が挿入部材2から離脱する際の摺動に要する力から、カートンブランク1の寸法誤差や成形歪みを検出し、カートンブランクの寸法誤差・成形歪み検出方法であって、カートンブランク1に挿入部材2を挿入する際、又は、カートンブランク1に挿入部材2を挿入した後、カートンブランク1が前記挿入部材2から離脱する際摺動に要する力を測定し、予め定めた適正範囲の値に合致しているか外れているかを判定し、適正範囲の値から外れているものを寸法誤差・成形歪みありとする。
(もっと読む)
段ボール折れ精度検査方法及び装置
【課題】段ボールシートの製函工程において、段ボール箱の接合部に形成されたフラップ間隔を撮像して、段ボール箱の折れ精度を判定する場合に、該フラップ間隔を形成するフラップ端部の判別を容易にする。
【解決手段】接着片014により重合接着されて筒状に形成され扁平とされた段ボール箱01の接着部に形成されるフラップ間隔Δf1、Δf2が正常範囲内であるか否かを検知することにより、段ボール箱の折れ精度を判定する段ボール折れ精度検査方法において、フラップ間隔を形成する段ボールシート部S又はフラップ間隔の上下に隣接する段ボールシート部に、段ボールシート色と異なる色となるように液体又は固体のコントラスト剤tを付着させて着色し、該フラップ間隔を撮像装置40で撮像し、撮像した画像からフラップ間隔を抽出して該フラップ間隔を検知することにより、段ボール箱の折れ精度を判定する。
(もっと読む)
1 - 10 / 37
[ Back to top ]