
国際特許分類[B31B43/00]の内容
処理操作;運輸 (1,245,546) | 紙製品の製造;紙の加工 (2,636) | 箱,カートン,封筒,または袋の製造 (1,944) | 折りたたみ以外の方法で,圧力をかけてシート材を成形し容器を製造する点を特徴とする機械類 (38)
国際特許分類[B31B43/00]に分類される特許
1 - 10 / 38
深絞り容器、及びその製造方法
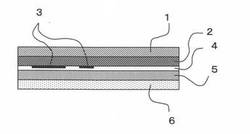
【課題】従来のフォーム・フィル・シール機を使用して、深絞り成形が可能で、かつ、深絞り成形容器における底材と蓋材との印刷見当、底材の印刷と成形型、底材の印刷とヒートシール型との見当が充分に確保される底材を有する深絞り容器及びその製造方法を提供する。
【解決手段】底材を有する深絞り容器であって、底材は、最外層から順にポリエステル樹脂層/強度層層/印刷層/接着層/バリヤ層/シーラント層を積層した事を特徴とした深絞り容器
(もっと読む)
製函装置

【課題】 装置全体をコンパクトにすることができる製函装置を提供する
【解決手段】 矩形状の型枠15と、その型枠の先端から突出可能で前後進移動する吸着パッド16とを備えたハンド部1と、4つ当該ハンド部を3次元空間で移動可能な第1ロボット11と、ブランクカートン1の底部を押し込むことでその底部に隣接する4つの側壁を起立させるための雌型45とを備える。型枠を構成する2組のガイド板は、各組で少なくとも一方が相手に対して接近離反移動してガイド板間の幅寸法が変更可能とし、その幅寸法が狭い状態では雌型に対する雄型として機能し、幅寸法が広い状態ではブランクカートンの蓋閉め工程での雌型として機能するようにした。
(もっと読む)
複合容器、及びその製造方法
【課題】組み立てが容易で液残りがしにくい複合容器、及びその製造方法を提供する。
【解決手段】、複合容器は、紙製の外側容器2内に注出口部7を有するプラスチック製の内側容器1を配置した複合容器において、前記内側容器1は、直線状に形成された筒状の胴部6を有し、その胴部6の上端面には前記注出口部7が斜めに傾斜して一体的に形成されている。
(もっと読む)
ブランク収容装置および方法
【課題】ブランク収容装置および方法を提供する。
【解決手段】本発明の実施形態は、プレス成型品をブランクから成形するときに使用される型の改良を提供する。いくつかの実施形態では、型22は少なくとも1つのストッパー42を含み、ストッパー42は、ブランクが型に供給されるときにブランクの収容を補助しかつ型に対するストッパーの調整性を改善することができる。いくつかの実施形態では、型は、ブランクが型に供給されるときにブランクを収容して型にセンタリングする画定された凹部を含む。
(もっと読む)
セパレートトレイ容器の製造方法
【課題】
トレイ容器を打ち抜く工程で発生する形状物を確実に回収し、また、切り離した際にトレイの角で怪我をしないように、四隅が丸まったトレイを切り離すことのできる安全性の高いセパレートトレイを低コストで大量に生産する方法を提供すること
【解決手段】
トレイ容器連結部に予め切り込みを入れ、前記切り込み以外の部分を切断する1個または複数のオス刃と、オス刃と形状の異なる1個又は複数のメス刃とを用いて前記連結部を打ち抜き、打ち抜いた形状物をメス刃の間を通過させて除去または回収するセパレートトレイ容器の製造方法
(もっと読む)
紙製密封容器の成形装置
【課題】バリア性、耐水性、レトルト耐性等の機能に優れた紙製密封容器の成形装置を提供すること。
【解決手段】紙箱に樹脂フィルムを積層接着する紙製密封容器の成形装置であって、紙箱の内側面のほうに配置される雄型と、雄型の紙箱内側面との接触面に配設され、雄型と紙箱内側面の間の空気を吸引する雄型中央吸引部と、雄型の紙箱のフランジ周囲を取り囲む部分に配設され、加熱軟化された樹脂フィルムと紙箱外側面の間の空気を吸引する雄型周囲吸引部と、雄型を加熱する加熱手段と、紙箱の外側面のほうに配置され紙箱を収容する凹部を有する雌型と、雌型の凹部の内部に圧縮空気を供給可能な圧空射出部と、雌型の凹部の開口部付近に配設され、凹部の開口部付近と奥部の間を往復運動可能で、樹脂フィルムを紙箱の底部外側面に接着させる底部押さえアシストとを具備することを特徴とする紙製密封容器の成形装置。
(もっと読む)
紙製容器とその製造方法
【課題】フランジ部の罫線割れや成形フィルムの破れによるバリア性の消失事故を防ぎ、複数の種類の内容物を充填することができる仕切り板を持った紙製容器を提供する。
【解決手段】底部、胴部、フランジ部、仕切り板が各々折れ罫線により連設し、かつ一枚のブランクからなる内紙箱と、内紙箱の内面に積層された該内紙箱の内面より大きい内面樹脂フィルムと底部、胴部、フランジ部、仕切り板が各々折れ罫線により連設し、かつ一枚のブランクからなる外紙箱と外紙箱の外面に積層された該外紙箱の外面より大きい外面樹脂フィルムとからなり、前記内紙箱の外面と前記外紙箱の内面が重ね合わされ、前記内面樹脂フィルムと前記外面樹脂フィルムの周縁部が貼り合わされてなる折れ罫線は、内紙箱の内面側から罫線を形成したものであり前記外紙箱の胴部とフランジ部との境界となる折れ罫線は、外紙箱の外面側から罫線を形成する。
(もっと読む)
収納容器
【課題】複数の小分け収納部分を備え、簡単な工程で容易に組み立てることができる新規な収納容器を提供する。加熱による強度の低下などを防止することができる紙製の収納容器を提供する。
【解決手段】各小分け容器体a1、a2は一枚の板紙の折り曲げと貼り付けにより組み立てられる。外装体bは四角形の底壁部11と、相対向する一対の側壁部13を備え、底壁部11上に各小分け容器体a1、a2が直線状に連なるよう配置し、膨出状の側面板3a、3aを側壁部13、13に貼り付ける。
(もっと読む)
食品収納容器製造用凹凸金型
【課題】フランジ部(鍔部)の下降傾斜部が、冷却してもアール状に膨らまず平面状態となる食品収納容器製造用凹凸金型を提供する。
【解決手段】
凹金型のキャビティ周縁に形成したフランジ部形成用凸部を有する凹金型と、該キャビティと食品収容容器を介して密接する凸部を有する凸金型と、を有する金型であって、前記フランジ部形成用凸部の外壁面を内方に向けて凹んだアール状の面に形成し、前記外壁面に食品収容容器を介して密接する凸金型の壁体の内面を前記外壁面に食品収容容器を介して密接するアール状の膨らんだ面に形成し、成形後温度が下がって、紙が縮むとアール状の膨出面が平面となるようにした。
(もっと読む)
紙容器の製造方法及び製造装置
【課題】 製造品質の安定した、プレス成形による紙容器の製造方法及び製造装置を提供する。
【解決手段】 帯状の原紙6は、供給装置11によって成形装置31に連続的に供給される。成形装置31は、罫線形成手段である第1金型41a、41bと、ブランクシート打抜手段及びプレス手段である第2金型42a、42bとを備えている。供給装置11から供給された原紙6は、第1金型41a、41bによって、罫線25が所定の位置に形成される。罫線25が形成された原紙6は、下流側の第2金型42a、42bに移送される。第1金型41a、41bから移送された原紙6は、第2金型42a、42bによって、罫線が形成された原紙6からブランクシートが打ち抜かれると共に、その位置でプレス加工され、紙容器60の製造が完了する。このように、原紙6はブランクシートを打ち抜いた位置でプレス加工されるため、製造品質が安定する。
(もっと読む)
1 - 10 / 38
[ Back to top ]