
国際特許分類[B60R13/02]の内容
処理操作;運輸 (1,245,546) | 車両一般 (234,424) | 他に分類されない車両,車両付属具,または車両部品 (56,583) | 車体の仕上,標識,装飾のための部材;広告目的のための配置または適用 (3,527) | 縁を飾る金具;レッジ;ウオールライナー;ルーフライナー (1,613)
国際特許分類[B60R13/02]に分類される特許
1,101 - 1,110 / 1,613
表皮付き中空成形品およびその製造方法
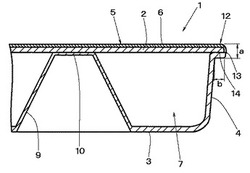
【課題】 表皮末端が貼着される中空成形品の外縁に分割金型のコンプレッションにより中実状の突出部を形成するとともに、突出部を表面壁の外縁の全周にわたって形成することで、エアの圧力に因らず金型の型締め圧力により表皮末端部分の形状を形成し、成形性の良好な表皮付き中空成形品を得る。
【解決手段】 表皮付き中空成形品1は、熱可塑性プラスチックからなる表面壁2および裏面壁3を有する中空成形品本体5と、表面壁2に一体に貼着された表皮6からなる。中空成形品本体5の外縁に側面壁より外方へ張り出した突出部12を形成して、表皮6の末端を突出部12に一体に貼着する。突出部12は略平坦な表面壁2の外縁の全周にわたって中実状に形成されている。
(もっと読む)
耐摩耗性に優れた内装材
【課題】易リサイクル性、低環境負荷に加えて、良好な耐摩耗性と深みのある発色性を有する内装材を提供する。
【解決手段】ポリ乳酸樹脂を他の熱可塑性樹脂が被覆してなる繊維を含んでなることを特徴とする内装材。
(もっと読む)
自動車内装材用発泡積層シートおよび自動車内装材

【課題】 無機材料を用いることなくプラスチック材料のみで構成され、軽量、高剛性で、更に等方的に寸法安定性が優れ、かつ環境適合性を有する自動車内装材用発泡シ−ト、および該シ−トを用いた自動車内装材を提供する。
【解決手段】 耐熱性樹脂を基材樹脂とする発泡層の両面に、非晶性熱可塑性樹脂を基材樹脂とする非発泡層が積層された発泡積層シートであって、少なくとも一方の非発泡層が、非溶融性有機繊維からなるクロスウェブに対して高圧柱状水流加工またはニードリング加工を施すことにより得られた目付量50g/m2以下の不織布および結晶性樹脂フィルムを積層されてなることにより、上記特性を有する自動車内装材用発泡シ−トおよび自動車内装材を得ることができる。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材とその裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品並びにその製造方法において、樹脂リブの収縮歪みを抑え、表面ヒケを防止する。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22との積層構造体から構成され、樹脂リブ22の素材として、ガラス繊維等の強化繊維aと熱可塑性樹脂とからなる複合樹脂材料を使用することにより、樹脂リブ22の成形後における収縮歪みを抑え、表面ヒケを確実に防止する。
(もっと読む)
複合樹脂成形品
【課題】硬質樹脂板を成形金型内にインサートしておき、成形金型内に硬質樹脂板とは収縮率の相違する樹脂材料を射出充填して、本体樹脂部を硬質樹脂板と一体成形してなる複合樹脂成形品であって、硬質樹脂板と本体樹脂部との合わせ部分の製品表面に生じるヒケ、艶ムラ等の発生を抑える。
【解決手段】ピラーガーニッシュ(複合樹脂成形品)10は、軟質樹脂を射出成形してなるガーニッシュ本体(本体樹脂部)20と、予め成形型にインサートされる硬質樹脂板30とから構成され、硬質樹脂板30の端縁部に板厚徐変部34を形成することで、ガーニッシュ本体20の成形時、合わせ部における急激な樹脂流れを抑え、製品表面のヒケ、艶ムラ等の外観不良を解消できる。また、ガーニッシュ本体20における薄肉ヒンジ部21の形状をなだらかなV溝形状とすることで、製品表面にヒケ、艶ムラ等が発生することを抑える。
(もっと読む)
車両用内装部品
【課題】裏当てなどを不要としながら合成樹脂製の表皮材に形成したステッチラインの縫糸のほつれを有効に抑制できるようにする。
【解決手段】表皮材2に形成したステッチライン3の両端部で縫糸をステッチライン3の形成方向と異なる方向で返し縫いすることでほつれ止め部4を形成する。
(もっと読む)
車両用内装部品
【課題】内装部品本体側の木目込み溝に中接部材の木目込み端縁を木目込む際に、界面活性剤層が木目込み溝から内装部品本体の表面に溢れ出ないようにした。
【解決手段】内装部品本体に、一対の側部縦壁6a、6bと両側部縦壁6a、6bの一端側同士を互いに連接する溝底6cを有する溝壁により構成する木目込み溝6を形成して、木目込み溝6を構成する溝壁に、木目込み溝6内に中接部材5の木目込み端縁5aを木目込む際に一方の側部縦壁6aに塗布形成した界面活性剤層7から剥離した界面活性剤を木目込み溝6外に排出する剥離界面活性剤排出孔9を、他方の側部縦壁6bと溝底6cとが連接する角部を含む他方の側部縦壁6形成した。
(もっと読む)
サイドエアバッグ装置
【課題】展開膨張時のエアバッグの突出方向を開口側へ一定化でき、エアバッグの開口側への飛び出し速度を速くできるサイドエアバッグ装置の提供。
【解決手段】サイドエアバッグ装置は、膨張用ガスの流入時に展開膨張して車内側の開口Wを覆うエアバッグ41と、折り畳まれたエアバッグ41の車内側を覆って、車両のボディ1に対して、開口Wの周縁に沿って断続的に複数箇所で連結保持される合成樹脂製のエアバッグカバー11と、を備える。カバー11は、車内側から見て、開口W側の縁に、エアバッグ41の展開膨張時に押されて開く扉部12dを配設させる。また、カバー11は、折り畳まれたエアバッグ41における開口Wから離れた側に、ボディ1側に突出して、展開膨張時におけるエアバッグ41の開口W側から離れる方向への突出を規制する規制壁23を配設させている。
(もっと読む)
車両用内装部品及びその製造方法
【課題】合成樹脂製の表皮材に線状溝に沿った正確なステッチを簡便に形成できるようにする。
【解決手段】合成樹脂製の表皮材2に工具ホーンの転写面を押し当てて、転写面の形状を表皮材2に転写させることで線状溝3を形成し、その後、線状溝3の加工時に線状溝3の両脇に形成された加工跡5をガイドとして、表皮材2にステッチ4を形成する。
(もっと読む)
複層成形品の製造方法及びそれによって得られる複層成形品
【課題】象嵌細工品の如き美麗で且つ高級感に富んだ複層成形品を有利に製造する技術を提供する。
【解決手段】樹脂フィルム16の表面に、それよりも小さな加飾材24を固着して、表皮材12を形成した後、少なくとも一部が平滑部44とされたキャビティ面42を有する成形キャビティ46内に、表皮材12の表面のうち、加飾材24の表面とそれを取り囲む樹脂フィルム16の加飾材包囲部分26の表面とを含む部分が、キャビティ面42の平滑部44に接触乃至は対向せしめられた状態で、表皮材12を収容配置し、その後、成形キャビティ46内に、基材を与える樹脂材料54を射出、充填して、目的とする複層成形品を成形するようにした。
(もっと読む)
1,101 - 1,110 / 1,613
[ Back to top ]