
国際特許分類[B62D21/02]の内容
処理操作;運輸 (1,245,546) | 鉄道以外の路面車両 (62,921) | 自動車;付随車 (46,083) | 下部構造,すなわち.車両ボデーを取り付ける車台フレーム (1,496) | 縦または横方向に配置されたフレーム部材からなるもの (258)
国際特許分類[B62D21/02]の下位に属する分類
横部材がボデー支持体となっているもの (3)
縦方向部材が一つのもの (1)
ヒッチ型フレーム,すなわち.少なくとも2つの縦方向フレーム部材が,より小さい横寸法を有する別の縦方向フレーム部材により連結されて形成されたもの (5)
国際特許分類[B62D21/02]に分類される特許
1 - 10 / 249
田植機
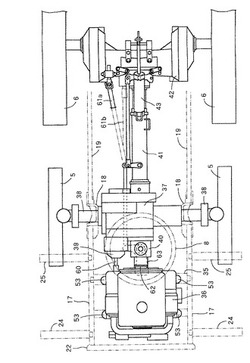
【課題】田植機において、エンジンの冷却を効率よく行えるようにする。
【解決手段】本願発明の田植機は、エンジン36及びミッションケース37を搭載する左右一対のメインフレーム16を走行車1に備える。メインフレーム16を構成する前フレーム17にエンジン36を配置し、エンジン36の後方にミッションケース37を配置する。左右の前フレーム17の左右設置幅をエンジン36の左右幅よりも大きく形成し、エンジン36の下面側に位置するフレーム部材35の両側を左右の前フレーム17に固定する。フレーム部材35に防振部材53を介してエンジン36を防振支持させる。
(もっと読む)
車両前部構造

【課題】フロントサイドメンバの変形ストロークを確保することができる車両前部構造を提供することが目的である。
【解決手段】車両前部構造10は、車両前部に形成されたモータルーム26内に収容され、駆動軸34が前輪56,62に連結されたドライブシャフト54,60と同軸上に配置された前輪駆動用のモータユニット12と、モータユニット12の車両後側に一体に取り付けられた空気コンプレッサ14と、モータユニット12の車両幅方向外側に配置されると共に、車両前後方向に延在されたフロントサイドメンバ16と、モータユニット12の車両上側に配置され、車両幅方向に延在されてフロントサイドメンバ16と結合されたクロスメンバ18と、クロスメンバ18の車両上側に配置され、モータユニット12に電力を供給するインバータ20と、を備えている。
(もっと読む)
フレーム構造体の溶接構造
【課題】本発明は、十分な接合強度を確保しつつ、溶接によるフレーム材の変形を抑制することができるフレーム構造体の溶接構造を提供することを目的とする。
【解決手段】一方のフレーム材10の側面に、筒状の他方のフレーム材20の端面を突き当てた状態で、その突き当て部を溶接したフレーム構造体の溶接構造であって、他方のフレーム材20の端面における溶接部30の長さに対する非溶接部31の長さの比率を10〜40%とした。
(もっと読む)
車体フレーム連結部材、及び車体フレーム構造
【課題】低床化された荷台の積載容量を拡大することが可能な車体フレーム連結部材、及び車体フレーム構造を提供する。
【解決手段】車体フレーム10は、前側フレーム15と、後側フレーム16と、前側フレーム15と後側フレーム16とを連結する連結部材20とを有して車両の前後方向に沿って延びるサイドフレーム11を備えている。連結部材20は、アクスル18の上方に配置されて、前側フレーム15の上面15aと後側フレーム16の上面16aとが連続する平坦面となるように当該上面15a,16aを連絡して、荷台が載置される載置面23と、載置面23に向けて上方へ凹む凹面25とを有しており、この凹面25によって囲まれる空間にアクスル18の可動範囲が含まれる。
(もっと読む)
フレーム構造体の組立方法
【課題】角筒状のフレーム材同士を突き合わせて溶接を施すにあたり、溶接に伴う変形を抑制するとともに、溶接部の接合強度を確保することができるフレーム構造体の溶接方法を提供する。
【解決手段】角筒状の一方のフレーム材10(サイドフレーム)の側面に、角筒状の他方のフレーム材20(クロスフレーム)の端面を突き当てた状態で、その突き当て部を溶接することにより、フレーム構造体100を組立てるフレーム構造体の組立方法であって、クロスフレーム20の端面21の周縁を構成する辺のうち、長さの長い長辺S1を溶接する際には、その長辺S1の長さを二つ以上に分割して溶接する。
(もっと読む)
車両下部構造
【課題】車両の空力性能の向上に寄与する車両下部構造を得る。
【解決手段】車両下部構造10は、車両前後方向に長手とされると共に閉断面構造とされサブフレーム12を構成するサイドレール14と、走行風をホイールハウス26内に流出させる導風構造30とを備えている。導風構造30は、サイドレール14に形成された前側の流入口32から流入しサイドレール14をダクトとして後向きに流れる走行風Fを、流出口34から、ホイールハウス26内における前輪20の車両後側に向けて流出させる。
(もっと読む)
車体部材の接合方法及び接合構造
【課題】第一フランジ及び第二フランジにおける溶接箇所の品質を確保する。
【解決手段】先ず、第一フランジ24と隣接パネル部44とを対向させて突出部74の頂部を第一フランジ24に当接させると共に、隣接パネル部44における突出部74に対する第二フランジ34と反対側の部分44Aと第一フランジ24との間に第一フランジ24の延びる方向(X方向)の一端側から他端側に亘って接着剤50を介在させる(第一工程)。続いて、第二パネル部材14をY1側にスライドさせて、接着剤50のうち第二フランジ34の被溶接部55とX方向にオーバラップする部分50Aを突出部74によって削ぎ取る。そして、その後、第一フランジ24の接着部52と第二フランジ34の被接着部53とを接着剤50のうちの残余部50Bにより接着する(第二工程)。そして、最後に、第一フランジ24の溶接部54と第二フランジ34の被溶接部55とを溶接する(第三工程)。
(もっと読む)
プレス金型
【課題】パンチやダイ本体に負担をかけることなく、ダイ本体とパンチとの間のクリアランスを追い込むことができるプレス金型を提供する。
【解決手段】上型10にパンチ11を備え、下型20にパンチ11の下面に対向するパッド22とそのパッド22の両側に位置しパンチ11の両側面に対向する一対のダイ本体21を備え、パンチ11で板材30をパッド22に当たるように押し込んで、パンチ11の下面とパッド22の間でプレス成形品6のウェブ面61を形成すると共にパンチ11の両側面とダイ本体21の内側面との間でフランジ面62を形成し、板材30から断面コ字状のプレス成形品6を成形するプレス金型1において、パンチ11の両側面に、押し込み時にダイ本体21の内側面とのクリアランスを板材30の板厚以下に保つと共にパンチ11の上昇時にパンチ幅を狭めてクリアランスを拡げるクリアランス追い込み・抜き取り手段40を設けた。
(もっと読む)
プレス金型
【課題】パンチやダイ本体に負担をかけることなく、ダイ本体とパンチとの間のクリアランスを追い込むことができるプレス金型を提供する。
【解決手段】上型10にパンチ11を備え、下型20にパンチ11の下面に対向するパッド22とそのパッド22の両側に位置しパンチ11の両側面に対向する一対のダイ本体21,21を備え、パンチ11で板材30をパッド22に当たるように押し込んで、パンチ11の下面とパッド22の間でプレス成形品5のウェブ面51を形成すると共にパンチ11の両側面とダイ本体21の内側面との間でフランジ面52を形成し、板材30から断面コ字状のプレス成形品5を成形するプレス金型1において、ダイ本体21の内側面に、押し込み時にパンチ11の側面とのクリアランスを板材30の板厚以下に保つと共にパンチ11の上昇時にクリアランスを拡げるクリアランス追い込み・抜き取り手段40を設けた。
(もっと読む)
キックアップフレームの接続構造
【課題】
サイドフレーム及びキックアップフレームの重量、材料費及び加工費を下げることができて、製造コストの低減を図ることができるキックアップフレームの接続構造を提供する。
【解決手段】
車体の前後方向に延出する左右一対のサイドフレーム12の後端部に、クロスメンバ15を連結する。クロスメンバ15には、左右一対のキックアップフレーム16を車体幅方向の内側にオフセットして連結する。一対のサイドフレーム12の各後端部と、クロスメンバ15の左右の各端部と、一対のキックアップフレーム16の各前端部との間には、それぞれ1つの補強部材17を連結する。
(もっと読む)
1 - 10 / 249
[ Back to top ]