
国際特許分類[B63B9/00]の内容
処理操作;運輸 (1,245,546) | 船舶またはその他の水上浮揚構造物;関連艤装品 (9,089) | 船舶またはその他の水上浮揚構造物;艤装品 (4,322) | 他に分類されない船舶の設計,建造,保守,転換,改装,修理または特性の決定に関する方法 (217)
国際特許分類[B63B9/00]の下位に属する分類
設計用の曳航タンクまたは試験タンクを使用するもの (9)
船舶の改造法,例.増屯法 (16)
船体建造の方法 (65)
安定性または平衡に関する船舶の特性の測定 (8)
国際特許分類[B63B9/00]に分類される特許
11 - 20 / 119
水中航走体の自動動作確認方法及び装置
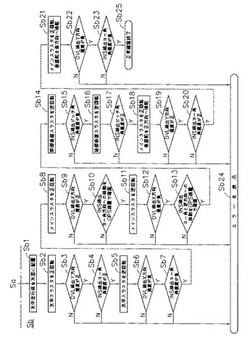
【課題】水中航走体の動作確認に要する時間、手間、人手を削減する自動動作確認方法および装置を提供する。
【解決手段】アクチュエータ動作確認ステップSaにて、水中航走体の各スラスタと各舵に個別の動作指令を順次与えて、各スラスタと各舵に生じる動作と、対応するスラスタ回転数センサ、舵角センサの検出結果との整合性を確認する。次いで、水面動作確認ステップSbにて、各スラスタや各舵の動作と対応するセンサの検出結果との整合性がすべて確認された水中航走体を水面に浮かべて配置し、各スラスタを順に動作させて、そのときに生じる水中航走体の動作と、水中航走体に搭載してあるINS(慣性航法装置)とDVL(ドップラー式対水速度計)とGPS装置による検出結果との整合性を確認することで、各スラスタと対応するスラスタ回転数センサの同時接続間違いがなく、更に、水中航走体に搭載されたINSとDVLの向きが正しいことを確認させる。
(もっと読む)
ラダーバルブ付き舵、船舶、及びラダーバルブ、並びにラダーバルブ付き舵の製造方法

【課題】製造を容易に行うことができるラダーバルブ付き舵、船舶、及びラダーバルブ、並びにラダーバルブ付き舵の製造方法を提供する。
【解決手段】ラダーバルブ付き舵3は、少なくとも軸方向の一端部が閉じられた筒状のラダーバルブ5と、推進方向を制御する舵4と、を備えている。そして、舵4における推進用プロペラ2と対向する位置には、ラダーバルブ5の外形に応じた形状の開口部41が設けられており、ラダーバルブ5は、その一端部が推進用プロペラ2と対向するようにして開口部41に接合されている。従って、舵4に応じてラダーバルブ5を成形する必要がなくなり、ラダーバルブ5の形状を簡易化することができる。
(もっと読む)
はしご
【課題】油タンカー及びバルクキャリアの船倉に必要とされる足場等の点検用の交通設備として代用可能とする簡便なはしごを提供する。
【解決手段】少なくとも一対の支柱と、これら支柱の間に少なくとも一の踏ざんを備えてなる単位はしご1〜15を複数連結し、該連結部位で曲折可能な多関節状とするとともに、前記単位はしご下面側にローラ脚を少なくとも一つ備えてなることを特徴とするはしごである。上部丸棒42と同様にホッパートップ部丸棒にも竿にてロープ44を掛け、ロープ端をナックル部に掛かる単位はしごの最も丸棒に近付くステップに結びつけ、はしごを引き上げ、その後、引き寄せロープを引き、はしごをナックル部に引き寄せ、引き寄せた後、タンクトップ46上から手の届くユニットのステップにロープを結びつけ、はしごを下ろす際には、先に引き寄せロープを開放する、という手順で点検作業を行う。
(もっと読む)
船体にウォータジェット推進装置を取付ける方法
【課題】従来のウォータジエット型船舶における船尾フランジの支持面のボーリング作業の困難性を改善する。
【解決手段】船台に搭載された船舶の船尾部に固定されている船尾フランジの取付面の駆動軸の軸芯に対する傾度誤差を測定し、船尾フランジに接合されるトランサム短管80のフランジ81の粗材の厚みを設計上の厚みと傾度誤差分の厚みの合計の厚みを含むように形成し、トランサム短管のフランジを船台とは別の機械工場内で前記傾度誤差に合わせた傾度に切削する機械加工し、機械加工されたトランサム短管を船台上の船舶の船尾フランジに取付けて組立てる。トランサム短管のフランジの取付面を機械工場内で加工するので効率的で精度よく加工することができる。
(もっと読む)
洋上における推進装置のメンテナンス方法
【課題】天候や海象に関係なく洋上で推進装置のメンテナンスを実行することが可能であり、且つ、推進装置を移動するために大型の装置が不要な洋上における推進装置のメンテナンス方法を提供する。
【解決手段】船体10内の縦穴20を用いて推進装置30が推力を発生する動作位置から船体10内の喫水線より高い位置11まで推進装置30を移動し、メンテナンスを実行する。船体10は、喫水線より低い位置で縦穴20を部分的に閉じるように形成された密閉フランジ部22を備える。推進装置30は、推進装置本体31と、推進装置本体31の上側に配置される駆動装置35とを備える。推進装置本体31は、密閉フランジ部22に下向きに押し付けられて縦穴20を水密に閉じる密閉部32と、密閉部32の下側に配置される推力発生部34とを備える。推進装置30を移動するとき、推進装置本体31と駆動装置35とを別々に移動する。
(もっと読む)
脆性亀裂伝播停止特性に優れる溶接構造体
【課題】船体構造に好適な、脆性亀裂伝播停止特性に優れる溶接構造体を提供する。
【解決手段】ウェブ1のフランジ2との突合せ面に未溶着部4が残存する隅肉溶接継手を備え、好ましくは、前記隅肉溶接継手の継手断面における未溶着部の幅と、ウェブの板厚と左右の隅肉溶接部の脚長3の和に対する比率X(%)と、前記フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が、X(%)≧{5900−Kca(N/mm3/2)}/85を満足する。更に好ましくは、前記隅肉溶接継手における未溶着部を、隅肉溶接継手断面において、ウェブの板厚と左右の隅肉溶接部の脚長の和の15〜90%の幅とする。ウェブに突合せ溶接継手部を有する場合は、突合せ溶接継手部の板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が上式を満たす。
(もっと読む)
ウォータージェット船の建造方法
【課題】ウォータージェット船の建造工程の短縮と工事中の危険性の防止
【解決手段】ウォータージェット船の船体30の船底部31に開口された吸水孔32に吸入ダクト33の前端を接続し、後端をトランサムフランジ37に向けて延長して接続する工程において、前記吸入ダクトの一部にダクトが配置されない空間部分を形成し、この空間部分の吸入ダクトの端部にそれぞれフランジ33e,37aを設け、このダクト側のフランジと対面する2枚の合わせフランジ33m,33nと、このフランジの間に短いダクト33pを配置して調整ダクト33Yを製造し、前記空間部分に調整ダクトを配置し、フランジ間をボルトで締結して吸入ダクトを完成する。調整ダクトを船外で下向き溶接を採用して組立て、船内では塗装を平行して行うことができるので、建造期間を大幅に短縮することができる。
(もっと読む)
船舶の建造方法
【課題】エンジンのクランクシャフトから中間軸を経由してプロペラシャフトに至る一連の軸の軸心を正確にかつ、短時間で調整することができ、船体の建造のために船台を占有する期間を短縮することができ、その結果として船舶の建造コストを低下させることができる建造方法を提供する。
【解決手段】個々の船体ブロックを組立工場で組立てる第1組立作業aと、この第1組立作業で組立てた船体ブロックを船台上に溶接接合して船体を建造する第2組立作業b〜iによって船舶を建造する方法において、前記第1組立作業で組立てられる船尾ブロックは、船尾管とK、この船尾管にプロペラ軸を搭載しL、更にプロペラ軸にプロペラを固定するM予備組立てを行ない、前記予備組立てされた船尾ブロックを船台上に移送して第2組立作業を実施することを特徴とする。
(もっと読む)
船舶設計支援システム
【課題】設計に着手してから完成するまでの所要時間が短縮される船舶設計支援システム及び造船を提供する。
【解決手段】船舶設計支援システム1は、船殻構造の3Dモデルとしての船殻構造モデルと機器装置の3Dモデルとしての機器装置モデルとを含む全体配置モデルを記述する全体配置モデルデータ23を記憶する記憶手段20と、建造すべき船舶の船型を表す最終線図データ30に基づいて全体配置モデルを変更するモデル作成・変更手段13とを具備する。
(もっと読む)
溶接構造体
【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
11 - 20 / 119
[ Back to top ]